Hirdetés
-

GAMEPOD.hu
Bambu Lab X1 és P1P egy nagy innovációt tett le az asztalra 2022 ben ezzel megzavarva a 3D nyomtatók körüli állóvízet szerencsére!

Új hozzászólás Aktív témák
-

Emunem
senior tag

a kicsi ék és a skimmer közé még kell egy tömítés. (én 2mm szilikonlapból vágtam ki.) A ferde részben az eredeti tömítés van, a lyukakat kicsit meg kell munkálni, hogy szépen elférjenek a csavarok. Ha a külső pontba akarod a kis ajtót rakni, akkor kicsit reszelni kell az ajtón, ma csinálok egy kis updatet a nagyobb éken, a csavarokat meghúzva 2mm hiány van. A döntés a tiéd, vagy reszelsz a fedő lapon (Szerk: vagy teszel egy 2mm-es tömítést ide is, és akkor minden tökéletes), vagy kinyomtatod a javított változatot.
Jöhetnek a képek, hogyan sikerült.
[ Szerkesztve ]
-

poli27
Topikgazda
Szaporodnak
 csak a felső kakukktojás A ma érkezett P1S teljesen másképp van csomagolva mint annó a P1P volt... igaz abba nem volt üveg Viszont 200g filamentet adnak csak, a P1P hez 1kg volt benne.... De kaptam ajándékba egy wireless egeret, amit ki kell nyomtatni... Nincs már toldó se a csomagban ami a ptfe csövet toldja... És sárga textured lappal jött
csak a felső kakukktojás A ma érkezett P1S teljesen másképp van csomagolva mint annó a P1P volt... igaz abba nem volt üveg Viszont 200g filamentet adnak csak, a P1P hez 1kg volt benne.... De kaptam ajándékba egy wireless egeret, amit ki kell nyomtatni... Nincs már toldó se a csomagban ami a ptfe csövet toldja... És sárga textured lappal jött 
[ Szerkesztve ]
-
poli27
Topikgazda
Nyugi a Panda is menni fog, az Xtouch is frissült ma és működik a nyomtatóval, szerintem a Panda is kiad egy frissítést majd ennyi! Viszont az Xtouch csak akkor megy, ha a kétlépcsős azonosítás ki van a bambu fiókba kapcsolva, mivel azokat az adatokat használja a cloudba lépéshez... Nincs Panda 3 hétig igérgettek a postázással fizetés után és elküldtem őket a f@xba és visszakértem a pénzemet..
[ Szerkesztve ]
-

axlfsi
veterán
Sziasztok!
Ki használ közülünk Panda Toucht?
Frissítitek a legújabb firmwar-re? Ugyebár, az a baj, hogy egyelőre nincs más megoldás, mint a LAN only mode (akkor meg nincs telefonos app, cloud...).
Nem tudom mitévő legyek, melyikről mondjak le... nem feltétlenül kell nekem az új fw, de óhatatlan, hogy idővel frissítsem, mert olyan javítások jönnek, melyek sokkal fontosabbak, mint a csicsa kijelző
@poli27, Neked van talán Panda, ha jól rémlik, igaz?
-
poli27
Topikgazda
Nem gyroidot használok, hanem az új cross hatch kitöltést már, mert gyorsabb... Jha gyári beállításokkal Anycubic(sunlu) asa... Még nem tudom jó e nagyjából megnéztem elvileg jónak kell lennie
Melyik hova való majd amúgy? Picit vetemedett az egyik sarka így is, de a tömítés majd felveszi Szerintem a Bambunak nem fűt egyenletesen az ágya... mindig ugyanaz az oldal vetemedik...[ Szerkesztve ]
-
Emunem
senior tag
Brim-mel nekem felvált az eryone (ragasztó nélkül), egérfülekkel amikor gyorsan nyomtattam lappal együtt felemelkedett...
(kb 1mm)
Úgy látom bevált a rajzom?
Milyen ASA-val nyomtatod? gyári beállításokkal?
Továbbá úgy látom a gyroid sűrűséget nagyobbra vetted, van valami oka?[ Szerkesztve ]
-

fabula
őstag
Teljesen igazad van, mérni kell, hiszen nem csak a hotendtől és a nozzle hőmérsékletétől, hanem az anyag tulajdonságaitól is függ a max áramlási sebesség.
Csak annyit tennék hozzá, hogy a Stefan (CNC Kitchen) [link] is készített egy másik áramlási tesztet, amit Igor (MyTechFun) jobbnak tart és ő ezt használja, márpedig Igor rengeteg anyagtesztet készít, érdemes figyelni rá.
Itt található a gcode generátor hozzá: [link] . -
#7869
fabula
őstag
2thletme2day
#7867
fabula
őstag
válasz
 2thletme2day
#7867
üzenetére
2thletme2day
#7867
üzenetére
Természetesen neked. Én szárítottam 70 C fokon és nem üvegeseddett.
-

ptesza
senior tag
Teljes mértékig igaz. Utánaszámoltam, hogy mennyivel csap be a négyzetes módszer és az jött ki, hogy már kis sebességnél (100mm/s) is 1mm³/s eltérés van és ez növekszik. 500mm/s sebességnél már 4.3mm³/s.
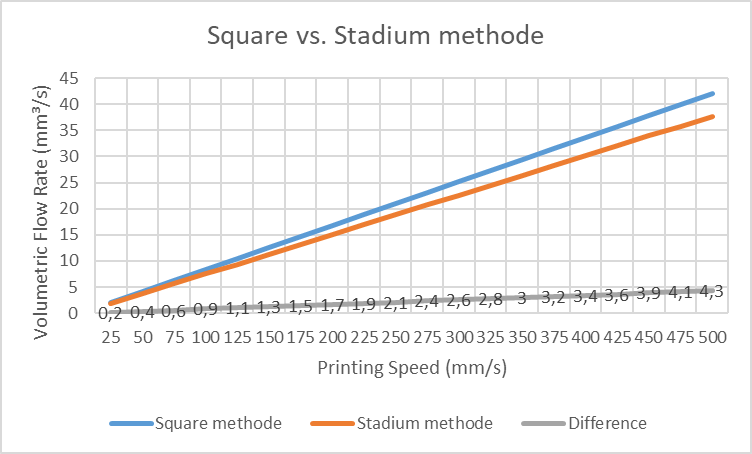
A max térfogatáram 'kiszámolását én sem tartom jó ötletnek. Azt sokkal jobb ha lemérjük. Minden hotend és minden nozzle kicsit más és ezért eltérő értékeket mérhetünk. Ezek a kalkulációk elméleti tájékoztatást tudnak nyújtani arról, hogy a ha tudjuk biztosítani a megfelelő olvasztási hőmérsékletet és az anyag is 'akarja akkor mire lehet képes. A max volumetrikus sebesség pontos lemérésére CNC kitchen kidolgozott egy jó módszert amit az Orca Slicer be is épített a kalibrációs lehetőségek közé.
-
#7867
 2thletme2day
őstag
fabula
#7861
2thletme2day
őstag
fabula
#7861
2thletme2day
őstag
Hát jó. Szárítds 65-70 fokon.
Akkor hozok én is egy "tényt" Sunluéktól.... [link]
"TPU Filament has a melt zone from 210-240C and has a fairly glass transition temp of around 65-70C. "
Az üvegesedési hőmérsékletet tudtommal nem nagyon érdemes elérni szárítás közben.
Most akkor kinek van igaza?

ABS-el nálam nincs gond ragasztó nélkül viszont ASA-hoz használom a gyári ragasztó stiftet. Én mondjuk mindig előmelegítem a kamrát ASA/ABS nyomtatás előtt.
[ Szerkesztve ]
-
fabula
őstag
Nem szeretnék vitatkozni, de ez nem egészen pontos, lásd [link] , "Beware of manufacturers who use the following: Volumetric flow rate (mm³/s) = Speed (mm/s) x Extrusion width (mm) x Layer height (mm)." azaz "Vigyázzon azokkal a gyártókkal, akik a következőket használják: Térfogatáram (mm³/s) = Sebesség (mm/s) x Extrudálási szélesség (mm) x Rétegmagasság (mm)".
A linkelt oldalon a helyes számítást is leírják és van hozzá kalkulátor. Én hiszek az E3D-nek, van némi tapasztalatuk benne . -
#7861
fabula
őstag
2thletme2day
#7859
fabula
őstag
válasz
2thletme2day
#7859
üzenetére
Lehet, hogy te sokallod, de tényszerűen 70 C fokon kell szárítani a TPU-t, itt van pl. [link] , Polyflex TPU 90, gyári javaslat, "szárítási ajánlat 70˚C 8 órán keresztül".
De máshol is utánanézhetsz a tényeknek, ha akarsz .[ Szerkesztve ]
-
fabula
őstag
TPU-t AMS-ből nem lehet nyomtatani (azaz lehet, csak nem érdemes
), mivel túl hosszú a filament útja és több motor is húzza a TPU filamentet, ami így erősen megnyúlik és nem lehet vele nyomtatni. TPU-nál egyébként is a legjobb a legrövidebb út az extruder és a hotend között, pont az anyag rugalmassága miatt, emiatt külső dobról kell nyomtatni, leginkább szárítás után közvetlen a szárítóból, mert higroszkópos anyag.
Könnyebben nyomtathatók a nagyobb shore keménységű TPU-k, pl a 95A.
Én fekete Sunlu TPU-t próbáltam, jól lehet nyomtatni, itt elfogadható áron kapható, ha van raktáron [link] . Ez 95A krménységű, de a fórumok alapján NinjaFlexet, meg más gyártók 80-as TPU filamnetjeit is jól sikerült nyomtatni P1-ekkel.
Ami a lényeg, az a száraz filament (65-70 C fok 6 óra szárítás), a lassú nyomtatás (Max vol speed 2-3 mm3/s) és 1 mm visszahúzás, hogy ne húrozzon. A hotend hőfok 230-235 C, a bed hőfok textured PEI-nél 40-45 C, a tárgyhűtés első rétegnél 0-a, később 100%. Az AUX ventilátort érdemes lekapcsolni, de van, aki 30%-on azt is járatja. A kitöltést érdemes 30-35-re állítani pl. gyroid kitöltésnél, hogy a felületek szebbek legynek. Ezek az alapok, de filamnettől függően még lehet jobban is hangolni.[ Szerkesztve ]
-
Emunem
senior tag
-
Emunem
senior tag
Amúgy kösz az infót, jobb más kárán tanulni.
nekem még nem volt ropizás eddig, remélem így is marad majd az AMS-el is.
TPU nyomtatás is ki akarom még próbálni, elvileg azt ne rakjam AMS-be igaz? Vagy csak az abrazív anyagokra vonatkozik? Másik kérdés, melyik TPU-val kezdjek? Bambu, vagy egyéb márka is jó? (Nyilván ne legyen arany áron ) -
fabula
őstag
Igen. Már mindenre gondoltam, de egy a biztos, előbb-utóbb van amelyik különböző hosszban törik, de max 3-4 menet, van amelyiknél csak az első 20-30 centi és van amellyik meg egyáltalán nem törik. A fene se érti, de én már beletörődtem, hogy ez ilyen
. Tehát betöltés előtt tördelek kicsit és így legalább nem az AMS-ben törik el .Még ha egy napra az AMS-ben marad is a filament, az is le van takarva a nyomtatóval együtt, hogy ne porosodjon. A feleségem varrt hozzá rendes méretes gúnyát .[ Szerkesztve ]
-

Joshi
titán
"de én minden filamentemet levákumozva és szilikagéllel elcsomagolva tárolom, tehát nálam ez nem lényeges tényező"
A páratartalmat zárod ki ezzel, de ettől még a hőmérséklet lehet gond. Persze nem nálad, mert nálad a hőmérséklet is rendben van, gondolom én. Általánosan írtam az előző kommentemet, csak hogy erre is érdemes figyelni. 
[ Szerkesztve ]
-
fabula
őstag
Ez igaz, de én minden filamentemet levákumozva és szilikagéllel elcsomagolva tárolom, tehát nálam ez nem lényeges tényező, még is nagyon eltérően viselkednek törékenység szempontjából az egyes gyártók PLA anyagai és azon belül is egyes színek. Meg nem tárolom az AMS-ben sem egy napnál tovább egyik szálat sem, mivel nem szériákat nyomtatok. Egyébként az AMS-ben is nyomtatott szilikagél tartók vannak (4 db) elszíneződő golyókkal és rendszeresen cserélem is. Filamentszárítóm is van (Sunlu S2 ventilátoros) és szárítottam is pl. az új törkényebb PLA-kat, de nem változott a törékenységük.
Ami biztos, hogy a lazább felső menetek válnak törékennyé változó hosszban, bármit csináltam velük, úgyhogy befűzés előtt tördelek .
Ez az én személyes tapasztalatom.
Ja és ez már régebben is így volt, nem csak a Bambunál, de ugye itt az AMS és a több szín vagy anyag együttes használatának lehetősége miatt egyszerre több orsó van kint a vákumcsomagból.[ Szerkesztve ]
-
fabula
őstag
Ez igaz, de nem bomlik az le olyan könnyen. Ha csak úgy kidobod vagy elásod a földbe, akkor várhatod, hogy lebomoljon. Javaslom figyelmedbe: [link] "A biológiailag lebomlónak tartott anyagokkal kapcsolatos gyakori hiedelemmel ellentétben a PLA több száz évig is eltarthat, amíg lebomlik egy olyan környezetben, mint egy komposztáló vagy egy hulladéklerakó."
Egyébként is az egyel korábbi, #7836 hsz-emben leírtam, hogy van 6 éves PLA-m, ami nem törik és van új (biztos nem sok éves), ami meg törik. Miért is nem bomlott már le a 6 éves színes DD PLA? Illetve miért bomlott le az új ilyen gyorsan?
Ugye a linkelt cikkben is felhívják a figyelmet az adalékanyagokra is, melyek megváltoztatják a PLA kristályossságát és nem is fognak lebomlani, de a tiszta PLA sem bomlik le csak úgy "magától". Biológilag gyorsan is lebontható ipari körülmények között a megfelelő eljárással, hőmérsékleten és a megfelelő baktériumokkal.
Remélem hasznos tudást sikerült megosztanom a PLA anyagtulajdonságairól . -
fabula
őstag
-
#7842
ptesza
senior tag
2thletme2day
#7833
ptesza
senior tag
válasz
2thletme2day
#7833
üzenetére
Akkor én kidobtam azokat a részeket és most nincs fotóm róla. De az biztos, hogy szemmel is láthatóan jóval vékonyabb volt. Próbáltam az egészséges részt kézzel megnyújtani de nem volt maradandó alakváltozás ilyen mértékben. Kb,1 méternyi szakasznál tapasztaltam ezt több helyen. Számomra egyértelmű hogy anyag/gyártási hiba volt. Nagyobb tárgyaknál már van ok az aggodalomra. Jó ez a Bambu HS TPU mert piszok gyorsan lehet nyomtatni de ez előfordulhat.
-
#7839
Emunem
senior tag
2thletme2day
#7833
Emunem
senior tag
válasz
2thletme2day
#7833
üzenetére
gatyamadzagnak jó lesz
Szép kis tömörülés. Egyértelmű, hogy valahol túl vastag neki, aztán egyszer csak elszakad a szál egy feszültségi pont fölött... végülis mind2 esetben a filamentben levő feszültség volt az oka... De nem úgy van az, hogy miközben húzza be, elvileg a rugalmasságánál fogva megnyúlik, ergo keresztmetszet csökken, így le megy akár 1,75 alá is? Próbálj meg egy kis ellenállást (gumi/bőrlapot, vagy valamit) amivel az orsó gördülését tudod minimálisan fékezni. Lehet megoldás lenne. Kíváncsi vagyok segít-e? Ezt persze pusztán elméleti síkon feltételezem.
[ Szerkesztve ]
-
fabula
őstag
Sajnos nem csak az AMS-ben. Egyébként mint az előbb írtam Imy-nek, arra figyeltem fel, hogy jellemzően a felső, laza menetek lesznek elég hamar - gyártótól és színtől függően - törékenynek. Az AMS pedig visszcsévéléskor elég lazán hagyaj a visszahúzott filametmennyiségeket, szerintem ettől lesznek törékenyek az AMS-ben a PLA anyagok.
[ Szerkesztve ]
-
fabula
őstag
Ez elég gyártófüggő. Nekem is vannak régi, kb. 6 éves Devil Design PLA filamentjeim, és nem törnek, meg vannak új Sunlu vagy Spectrum szálaim, amik meg azonnal törtek a csdomagból kivéve. A többi gyártó a kettő között van. Elég hamar elkezd törni a Bambu is, de pl. az Eryone-t eddig egész stabilnak találom.
Nekem a szárítás semmit nem változtatott az adott szál törékenységén.
Érdekes, hogy a töredezési hajlam színtől is függ, nekem a világosabb filamentek tűnnek törékenyebbnek, pl. a világoszöld, rózsaszín, világos narancs, de pl. a fehérek meg nem.
Ez utalhat arra, hogy a törékenység függhet a színező adalék típusától is.
Minden esetre én úgy teszem be bármelyik PLA filamentet az AMS-be, hogy előtte meghajlítom a végétől kb 10-15 cm-re és ha törik, akkor újabb 15 cm-et megyek tovább. Mindezt folytatom addig, amíg törik. Amikor már csak meghajlik, afölött elvágom és mehet be az AMS-be. Ez eddig bevált, hogy ne kelljen szétszednem az AMS-t kiszedni belőle a beletört filamnetet. Általában a legtörékenyebb színeknél 3-4 menetnyit is le lehet tördelni, mielőtt elkezd rugalmasan hajlani. Ebből nekem az következik, hogy a felső, lazább menetek törékenyebbek lesznek, hiába vabnnal szárítva és vákumozva szilikagéllel együtt tárolva.
Án már elfogadtam ezt és ennek megfelelően járok el. -
#7833
2thletme2day
őstag
Emunem
#7829
2thletme2day
őstag
Nem csévélési probléma az biztos. Nem volt megszorulva a filament a tekercsen.
Pont az néztem, hogy kb konstans 1,8mm a filament átmérője 1,75 helyett. Lehet ez a probléma? Amúgy most bontottam egy teljesen új tekercset. Sunlu fekete TPU. Ugyanúgy inkább 1,8mm körüli értékeket mértem filament átmérőre. Elindítottam ugyanazt a nyomtatást. KÍváncsi vagyok végigmegy-e. Már kétszer elrontotta. Így néz ki a filament vége.

[ Szerkesztve ]
-

Imy
veterán
Azt vettem észre, hogy a BAMBU PLA is nekiáll töredezni. Nektek mik a tapasztalatotok?
Most azért, mert túl van szárítva, vagy azért mert nedvességet szív be?
Az AMS-ben alacsonyan tartom a páratartalmat...
A PLA ami benne volt az a vásárláskor kapott minta, azaz 2023.10 havi.[ Szerkesztve ]
-
#7830
ptesza
senior tag
2thletme2day
#7828
ptesza
senior tag
válasz
2thletme2day
#7828
üzenetére
Bambu high speed TPU val nyomtattam egy csomót és azt vettem észre, hogy vannak benne olyan szakaszok amik vékonyabbak. Lehet, hogy volt egy ilyen szakasz nálad is és mégiscsak betudta húzni, Nekem nem tudta de nagyon idegesítő volt , hogy 2 órás nyomtatás után 2 órát a levegőbe nyomtatott. Szerencsére nem extrudált közben csak azt hitte...
-
#7829
Emunem
senior tag
2thletme2day
#7828
Emunem
senior tag
válasz
2thletme2day
#7828
üzenetére
anyag nem kezd el szorulni a dobon? pengesd meg 2-3 réteggel korábban, nem-e gitár húrt csinált neked belőle. Nekem volt olyan PETG, ami annyira szorosan volt feltekerve, hogy kb 5-7 réteg után annyira befeszült, hogy nem bírta az extruder behúzni... azt hittem eldugult, de 3x próbálkozásnál feltűnt, hogy recsegősen "hámlik" le a szál az orsóról... De lehet másnak jobb tippje van.
-
#7828
2thletme2day
őstag
2thletme2day
őstag
Az mitől lehet, hogy a nyomtató tökéletsen nyomtat TPU-t kb két órán keresztül aztán fogja magát és nem tudja adagolni a filamentet? Elkezd a levegőbe nyomtatni. Ez már a második elcseszett nyomtatás és kb ugyanannál a magasságnál kezdi. Lehet nem elég a 240 fokos nozzle hőmérséklet? Rossz gcode-ot generál a szeletelő vagy wtf?
-
Az a durva, hogy a Bambu store ki van fosztva plate ügyileg, textured arany színű PEI van, de gondolom az is csak azért, mert akkor ezek szerint olyat adnak a gépekhez, ahogy írtátok is. Aliexpressen meg érdekes a helyzet, a legtöbb seller nem szállít mo-ra, az összefoglalóban levő sem, meg amit Imy linkelt, az sem. Szerintem nem a címmel van itt gond, hanem ezek is ki vannak fogyva. Amit találtam, azok 30 EUR+ -osak, akkor meg már inkább az eredeti. No mindegy, nem fontos ezt most annyira, gondolom kibírja egy darabig a gyári, aztán majd rendeződnek a készletek is addigra.
-
#7818
Imy
veterán
2thletme2day
#7816
Imy
veterán
válasz
2thletme2day
#7816
üzenetére
Régebben (2023 ősz) nem azzal jött az egyik oldala Engineering a másik Cool volt.
-
#7817
 tDr1v3r
veterán
2thletme2day
#7816
tDr1v3r
veterán
2thletme2day
#7816
tDr1v3r
veterán
válasz
2thletme2day
#7816
üzenetére
X1C is azzal jön, mi most azzal kaptuk. Szerintem ez alapján az összes Bambu gép azzal jöhet.
-
#7816
2thletme2day
őstag
Chal
#7815
-
Imy
veterán
Én Textured PEI/karbon mintás lapot vettem, azt használom a nyomtatások 95%-ánál. Vagyis nagy rész a textured PEI-t, a karbont talán 2-3x használtam, a gyári lapokat meg csak speciális esetben PL ABS vagy TPU esetében. Én ezt vettem.
-
Sziasztok, már jártam itt régebben, akkor nagyon rá voltam feszülve egy P1S+AMS kombóra, de aztán lefújtam, a mostani akciót látva viszont rászántam magam. Rendeltem egy kazal filamentet is hozzá, meg tartalék hotendet, most várom a DHL-t mint a messiást
Build platet viszont nem dobtam a kosárba, láttam az összefoglalót, és gondoltam rendelek aliról. Viszont nem találtam róla sehol egzakt infót, hogy pontosan milyen plate-el jön a P1S gyárilag. A double sided (smooth+textured) PEI van rajta, vagy a sima textured PEI? Ez utóbbi is kétoldalas, csak mindkét fele textured?
Az alis linken gondolom az utolsó választási opció (Smooth+Texture PEI) az "all rounder" plate, ebből vennék 1-2db-ot. Ki mit használ, illetve mit tanácsol még? PLA és PETG-n kívül nem nagyon fogok mást nyomtatni szerintem, bár a TPU kicsit érdekel még (eddig nem volt hozzá megfelelő nyomtatóm).
Ezek a 3D csillámmintás cuccok hogy működnek? Ha jól értem, a felületükön levő csillogó dolgok beletapadnak a modellbe. Viszont ezek több rétegben tartalmazzák a mintát? Vagy egy adott területen ha elfogyott az effekt, akkor ennyi volt, lehet máshova nyomtatni rá, majd a végén egy "üres" plate lesz belőle?
[ Szerkesztve ]
-
tDr1v3r
veterán
válasz
 Atamano
#7805
üzenetére
Atamano
#7805
üzenetére
Nekem nincs, de komolyabban utánanéztem - ugyanúgy be akarom szerezni, úgyhogy raktam bele pár órát pár hónapja. (Lehet meg is rendelem a napokban, még meglátom, de lehet kivárok az utódra még, az Enderemmel meg vagyok igazából elégedve az AMS hiánya ellenére.)
Igazából ugyanazok a tapasztalatok érvényesek rá mint az A1 Mini-re (erről több infó van neten, többen vettek azt), annyi csak hogy nagyobb a nyomtatófelülete. Nozzle-k hot swapesek, flow calibration-t a nyomtatófejben csinálja, már csak ezzel is fejlettebb mint a P1 széria. Enclosure nem mehet köré, nincs venti az alaplapnál úgyhogy hosszabb távon megsül ha mérnöki anyagokat (ABS, ASA) akarsz nyomtatni, de azért az átlagembernek nem is kell az annyira. Ha ez neked elfogadható akkor hajrá, csalódásmentes PLA/PETG-hez, tud input shapinget, a motorokat magának bekalibrálja halkra, rettentő pontosan kalibrálja az asztalt is, ugyanúgy tökéletesen nyomtat mint a P1.
AMS is elvileg jobb hozzá, de csak egyet lehet rákötni. Érdemesebb azt csomagban a géppel venni.
[ Szerkesztve ]
-
ptesza
senior tag
válasz
Atamano
#7805
üzenetére
AMS nélkül ne. Két hét múlva úgyis megveszed hozzá csak akkor már drágábban jössz ki. Jó az A1 és a P1S is. Csak nyomtatni kell nem szerelgetni.P1S-t akkor ha nagyobb darabokat is akarsz vagy szeretnél advanced anyagokat is nemcsak PLA vagy esetleg PETG. Semmi pótalkatrészt ne vegyél hozzá.
-













 .
.![;]](http://cdn.rios.hu/dl/s/v1.gif) .
.

 pedig fullos áron vettem...
pedig fullos áron vettem... 
















 ma jött meg
ma jött meg 










