Hirdetés
-

GAMEPOD.hu



Új hozzászólás Aktív témák
-

dippe
tag
Jópofa trükk: [printing without support]
-

Reggie0
félisten
válasz
 tepenzed
#43298
üzenetére
tepenzed
#43298
üzenetére
Igy van, a nyomtatas folyamata nem tartozik bele, sot resin eseten a nyers allapot sem tartozik bele. De en el tudom kepzelni, hogy pl. ABS-nel szamit, hogy kap meg egy hociklust az anyag es meg parolognak ki belole dolgok(pl. sztirol) aminek a szintje igy csokken az anyagban, ezert igy mar kevesebb lesz a nyomtatott targyban is.
[ Szerkesztve ]
-

tepenzed
őstag
Sok cikk van és tanulmány, ha rákeresel: 3d printing health effects
A PLA a legbiztonságosabb, de az is káros az egészségre, mert nyomtatás közben szabadulnak ki méreganyagok, így nem ajánlott szellőztetés nélkül zárt térben hosszabb távon tartozkodni a géppel, később okozhat egészségügyi problémákat, akár komolyabbakat is a tanulmányok szerint. De igazából kint a levegőn ugyanez.
Rakd külön helyiségbe, megfelelő szellőztetéssel és lehetőleg ne tartózkodj sokáig a közelében. -
#43294
 F1DO
senior tag
HornedReaper
#43208
F1DO
senior tag
HornedReaper
#43208
válasz
 HornedReaper
#43208
üzenetére
HornedReaper
#43208
üzenetére
Erről van valahol info hogy a 3D nyomtatásban használt anyagok milyen hatásúak az egészségre nézve?
-
#43293
 Lookup
tag
gyantaszuz
#43277
Lookup
tag
gyantaszuz
#43277
Lookup
tag
válasz
 gyantaszuz
#43277
üzenetére
gyantaszuz
#43277
üzenetére
Ha csak az a kis pókhálósodás a baj akkor én nem nagyon piszkálnám a beállításokat. Ez kb így jó ahogy van. Esetleg filament szárítást vagy retract módosítást kipróbálhatod még, de nekem volt olyan anyagom ami sehogy sem volt képes ennél kevesebb szálazást produkálni.
-
-
#43286
 gyantaszuz
aktív tag
laskr99
#43281
gyantaszuz
aktív tag
laskr99
#43281
gyantaszuz
aktív tag
válasz
 laskr99
#43281
üzenetére
laskr99
#43281
üzenetére
Csak lőttem egy videót, ez kb 1 méterről van. Amúgy ha bezárom a szoba ajtaját alig hallatszik. A földszinten meg aztán tényleg nem, a feleségem is megjegyezte egyből.
 Egyedül a retraction hangját tartom kicsit zavarónak.
Egyedül a retraction hangját tartom kicsit zavarónak.#43280 Joshi
Jogos, ebbe nem gondoltam bele.[ Szerkesztve ]
-

fuze
őstag
Többféleképp üzemeltetheted. Kötheted a nyomtatóra ha 24v-os a venti, illetve raspberryre ha 5v. Most én is összerakok egy ilyet, mert szokott kaparni a torkom a PLA-tól és nem győzök szellőztetni. Egy IKEA-s hepa szűrős légtisztítóm van, és mindig megy a 3D nyomtató közelében. De nem elég.
Mivel nekem V2-es az Enderem, így a PSU az aljában van. Azt találtam ki, hogy a nagy bento oda lesz felszerelve, ahová a sima 3 Pro-n a PSU szokott lenni. Így remélhetőleg a cucc 70%-át beszívja szabadon állva. Mivel PLA-n kívül nem nyomtatok semmit, bízom benne, hogy így is lesz hatása. + Szellőztetés és légtisztító.
-
-
#43281
 laskr99
addikt
gyantaszuz
#43279
laskr99
addikt
gyantaszuz
#43279
laskr99
addikt
válasz
gyantaszuz
#43279
üzenetére
Nekem is halk, de 1-2 dolog zavar benne pl a rezgés
Más:
Sunlu pla+-t vettem, hogy milyen a filanorahoz képest. Ég és föld. Mármár kis nózival mint egy gyantás


-
#43280
 Joshi
titán
gyantaszuz
#43277
Joshi
titán
gyantaszuz
#43277
Joshi
titán
válasz
gyantaszuz
#43277
üzenetére
"Mondjuk ezek a prusa default 220 fokok nekem amugyis kicsit soknak tunnek."
Bambu is ennyin nyomtatja a PLA-t gyári beállításon. Állítólag erre az áramlási sebesség miatt van szükség, túl gyorsan nyomtatnak ezek a nyomtatók. -
#43279
gyantaszuz
aktív tag
laskr99
#43278
gyantaszuz
aktív tag
válasz
laskr99
#43278
üzenetére
Neptune 3 Pro-hoz tudok viszonyitani. A ventik sokkal halkabbak (eleve 2 vs 5/6 venti), a mozgasbol eredo kicsit hangosabb, de osszessegeben kicsit halkabb igy is.
Szerintem ha bekerul a dolgozoba akkor nem is fogom hallani a haz tobbi reszeben, hogy megy. A neptune-nal azert ez nem igy volt.
Toltenek fel videot, de nem igazan adja vissza szerintem. -
#43277
gyantaszuz
aktív tag
Reggie0
#43276
gyantaszuz
aktív tag
válasz
 Reggie0
#43276
üzenetére
Reggie0
#43276
üzenetére
Igen, ezert kerdezem. Ahhoz vagyok szokva, hogy valamit mindig kell.
Viszont igy elnezve az elso printeket, nem tudom mi tevo legyek. Ezen pl a szalazason kivul nem igazan latok kivetnivalot (a felso boltivnel is csak string van, nem drooping). Mondjuk ezek a prusa default 220 fokok nekem amugyis kicsit soknak tunnek. A neptune 3 proval 195-200 fokon nyomtattam a Polymaker PLA-t.

-
#43276
Reggie0
félisten
gyantaszuz
#43275
Reggie0
félisten
válasz
gyantaszuz
#43275
üzenetére
Szerintem nincs olyan amit nem kene kalibralni, legfeljebb megtettek a gyarban. De a kalibracio sem tart orokke, azt idonkent meg kell ismetelni.
[ Szerkesztve ]
-
#43275
gyantaszuz
aktív tag
laskr99
#43274
gyantaszuz
aktív tag
válasz
laskr99
#43274
üzenetére
Alkohollal nem mostam ki, de az assembly guide alapjan zsiroztam (inkabb kicsit tobbet nyomtam bele, aztan kitisztitottam). Meglatjuk majd, ha tonkre is megy, azert van a support meg garancia.
Amugy kell ezeket a Prusakat kalibralni barmi modon? E-step, flow rate stb.
Bar mar most brutal minosegben nyomtat. -
#43274
laskr99
addikt
gyantaszuz
#43261
laskr99
addikt
válasz
gyantaszuz
#43261
üzenetére
Zsíroztad a csapágyakat? Ki kell mosni előtte alkohollal, majd zsírral tömni, ha nem, kb 2hét és annyi nekik

 MK3-nál nem írták, belefutottam, azt írta nem kell-->de kell.
MK3-nál nem írták, belefutottam, azt írta nem kell-->de kell. -
-

Wasquez
senior tag
válasz
Reggie0
#43267
üzenetére
Nem ezért készül ez a történet, nem az energetika itt a lényeg, hanem az, hogy az ender 3 pro nál is a PTFE cső a fúvókához le van tolva és ha 270°C-al akarok nyomtatni, akkor már a cső anyaga degradálódik, egyrészt elveszti a siklási képességét, másrészt elkezd kipárologni, amiről azt mondják, hogy nagyon mérgező.
Ez a lényege a heatbrake megoldásának, meg az, hogy ne olvadjon meg túl hosszan az anyag, mert az sem jó, több okból sem. -
Reggie0
félisten
válasz
 Wasquez
#43265
üzenetére
Wasquez
#43265
üzenetére
Szerintem ugy nagyon nincs is ertelme azzal kuzdeni, hogy keves ho szivarogjon el, elvegre csak a hutest/futes energiaigenyere van igazabol hatassal, minden mas parametert meg lehet mernokolni. Ha a keletkezo hulladekho a problema, akkor inkabb vizhutes, azzal hatekonyan ki lehet vinni a nyomtatoterbol. Ami sokkal erdekesebb kerdes, az inkabb az atmeneti reszen a homersekleti gradiens, a hovezetes/hokapacitas(pl. retractnal milyen gyorsan hul visza, az anyag), illetve a filament mennyire tapad a falhoz.
-
#43266
Reggie0
félisten
gyantaszuz
#43258
Reggie0
félisten
válasz
gyantaszuz
#43258
üzenetére
Keresztes-nyomtato?
-
Wasquez
senior tag
Szárítod is meleggel a filamenteket? Önmagában ez a szilikagél nem sokat fog érni, ha nincs a nyomtatás előtt forszírozott szárítás meleggel.
Az anyag által felvett nedvesség az elég alacsony a légköri relatív páratartalomhoz képest amikor már tönkreteszi a nyomtatást, az meg meleg nélkül csak az alacsony páratartalomtól nem fog kijönni belőle. -
#43263
 MrAlex
tag
gyantaszuz
#43258
MrAlex
tag
gyantaszuz
#43258
válasz
gyantaszuz
#43258
üzenetére
Nem fog csalódást okozni, az enyémben már van pár óra nyomtatási idő
-
#43261
gyantaszuz
aktív tag
gyantaszuz
#43257
gyantaszuz
aktív tag
válasz
gyantaszuz
#43257
üzenetére
Kozben szetkaptam, valoszinuleg a y carriage csapagakat nem rogzitettem rendesen. Lefutott a self test, mehet a probanyomtatas.

-
-
#43258
gyantaszuz
aktív tag
gyantaszuz
#43257
gyantaszuz
aktív tag
válasz
gyantaszuz
#43257
üzenetére
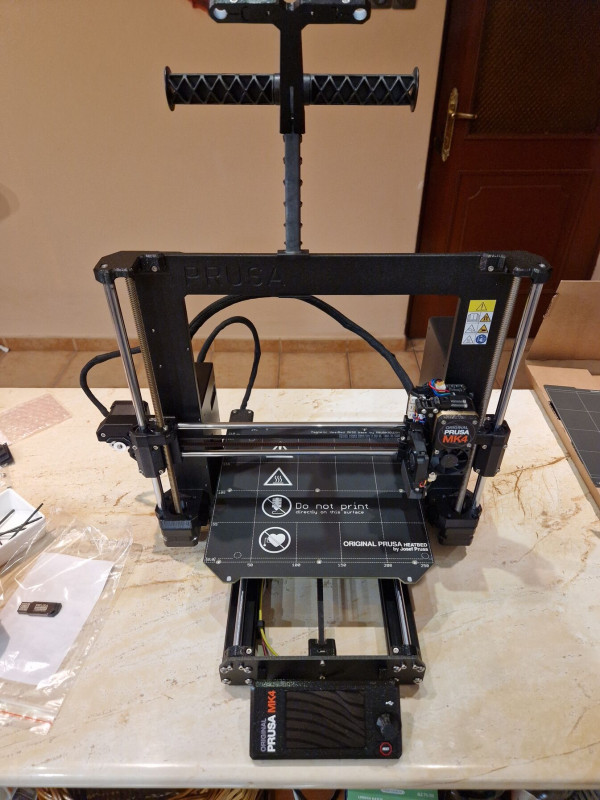
Amúgy szerintem brutál jól néz ki feketében (bocs, lejárt a szerkesztési idő).
-
#43257
gyantaszuz
aktív tag
kulu22
#43233
gyantaszuz
aktív tag
válasz
 kulu22
#43233
üzenetére
kulu22
#43233
üzenetére
Eszembe se jutott felbontani a haribot.
A frame-et a főzőlapon raktam össze végül, plusz rápróbáltam a végleges helyére. Egyszer kellett kicsit lazítgatni rajta, de szinte tökéletes lett.
A nextruder felső burkolata ami nem akart normálisan felmenni, kicsit lötyög, hiába pattan be a loveboard meg a hatsó burkolat közé.
Valamint a y carriage dobott hibát self testnél, de 11kor már nem volt lelkieröm nekiállni lebontani a heatbedet és átnézni.Amúgy elég egyértelmű a leírás, 2-3 helyen éreztem, hogy kommentet kell olvasni. Rengeteg a csavar/anya/apró biszbasz, érdemes szortírozni. Kb. 8 óra alatt raktam össze. A frame meg a z rod alignment volt pepecselős, a frame-et tökéletesre akartam az utóbbi meg mert feketét rendeltem és nem látszott normálisan.
-
Reggie0
félisten
Hat, akar 1000 forintra is felmehet a kiloja a technikainak. Szilikagellel azert annyival nem konnyebb dolgozni, mert baromira erzekeny, szakszerutlen hevitesssel szet lehet zuzni es ugy mar semmire sem jo(kell a terbeli szerkezet a viz megkotesehez) es toredeke mennyiseget tud felvenni vizbol (es sokkal nagyobb paratartalomnal lelassul a reakcio). De kinek mi
[ Szerkesztve ]
-
Joshi
titán
válasz
Reggie0
#43251
üzenetére
A Bambu AMS-hez szerintem alapba Kalcium-kloridot adtak, nem bontottam ki, de szerintem por alapú. Vettem 1kg szilikagélt ami indikátoros, vagyis színnel jelzi mennyire van telítődve vízzel. A képen látható középső tartóban nincs szilikagél, nehogy fals eredményt adjon. Egyébként nincs túl sok szerepe, mert ha abba is teszek akkor lemegy 9-10%-ra az érték. A lényeg hogy működik és könnyebb a szilikagéllel dolgozni. Árat nem tudok mondani, mert a kalcium-kloridot nem néztem.

-
Reggie0
félisten
válasz
Wasquez
#43252
üzenetére
0.5mm falvastagsag kb. 3mm hossz a nyak. Ti otvozetnel akar 0.3mm falvastagsagig le lehet menni. A furat atmeroje nyilvan attol fugg, hogy mennyire tudod a turesekkel megkozeliteni az 1.75mm-et, plusz kis tartalek, mert a filament is vastagabb helyenkent, meg polirozni sem art esetleg.
[ Szerkesztve ]
-
Reggie0
félisten
A kalcium klorid olyan alaku amilyenre orlik. Es siman labosban fel lehet dobni szaritani.
Nem mellesleg aruljak minden sarkon sikossagmentesito es jegoldo celokra is, pehely, por es granulatum formaban is. Mellesleg kobalt kloriddal keverheto gond nelkul, ugy meg a szinen is latszik mennyire telitet, sot szinkep elemzessel akar szazalekos pontossaggal is merheto.[ Szerkesztve ]
-
-
Reggie0
félisten
válasz
Wasquez
#43247
üzenetére
Ez attol is fugg, hogy milyen anyagbol szeretned. A komolyabbak (pl. e3d) titan otvozetbol vannak, amelyek hovezetesi tenyezoje majdnem harmada az olcso acelnak es nyilvan mas a mechanikai parametere es a megmunkalhatosaga. De azert acel es acel kozott is tud kulonbseg lenni, van amelyik ~50W/mK, van amelyik 20W/mK (a titan otvozet akar 17W/mK).
[ Szerkesztve ]
-
Joshi
titán
-
Reggie0
félisten
válasz
 TheProb
#43242
üzenetére
TheProb
#43242
üzenetére
Es az acid-free jo is a celjaidra? Mert az aktiv szenet azert aktivaljak kulonbozo eljarasokkal, mert utana kulonbozo affinitasa lesz az egyes molekulakra, azaz mindegyik fajta aktiv szen mas-mas szuresre hatekony.
A savas aktivalas jellemzoen foszfor- vagy kensavat jelent, attol nem kell aggodnod, hogy parolog. (Es ki is mossak).
[ Szerkesztve ]
-

TheProb
veterán
-
Joshi
titán
válasz
Reggie0
#43237
üzenetére
Szerintem van olyan hobbista aki ipari mennyiségben nyomtat.
 Egyébként úgy tudom, hogy a LEGO-t is kötelezték arra, hogy álljon le az ABS-el. Azt nem tudom, hogy milyen határidőket szabtak meg.
Egyébként úgy tudom, hogy a LEGO-t is kötelezték arra, hogy álljon le az ABS-el. Azt nem tudom, hogy milyen határidőket szabtak meg.ui.: nyilván nem azért, mert mérgező nyomtatás közben az ABS (amúgy is fröccsöntik a cuccot LEGO-ék)
![;]](//cdn.rios.hu/dl/s/v1.gif) , hanem mert környezetszennyező anyag. Persze a PLA se bomlik le csak úgy.
, hanem mert környezetszennyező anyag. Persze a PLA se bomlik le csak úgy.[ Szerkesztve ]
-
-
Reggie0
félisten
-
Joshi
titán
válasz
Reggie0
#43234
üzenetére
Az a gond, hogy a legtöbb megbetegedés inkább szövődményekkel jár. Ez nem olyan, hogy nyomtatás közben megfulladsz, vagy rosszul leszel. Ahhoz már drasztikus mennyiségű mérgező anyagoknak kell lennie a környezetben. Szépen lassan veszi be a szervezet a méreganyagokat, ami aztán majd idősebb korban kibukik. Azt akkor neked már nincs az az orvos vagy szakértő aki megmondaná, hogy mitől lett az a bajod ami. Most persze szélsőséges dolgokkal írom le a példát, de ez valahogy így működik. Pont ezért kell mindent megtenni, hogy még véletlenül se fordulhasson ilyen elő. Hozzáteszem, nem az a célom, hogy mindenkit elrettentsek a 3D nyomtatástól, inkább az, hogy legyen mindenki óvatos.
[ Szerkesztve ]
-
Reggie0
félisten
Altalaban azert van ez, mert olyan kicsi a megbetegedesi rata, hogy nagyon sok statisztika kell a kimutatasahoz. Ezert van az, hogy nagyon sok anyag csak a lehetseges rakkelto kategoriaban van mar 10-50 eve.
De jofele kapizsgalsz, pl. a PM-bol nagyon sok megmarad a tudoben,de a varosi elethez kepest meg semmi. Nagyobb problema, hogy nem nagyon akar kitisztulni se. Viszont nezd meg mennyi sokkal durvabb dolgot csinal az ember, pl. autok vagy nyilt tuz(kazan, grillezes avaregetes, stb..).
[ Szerkesztve ]
-
#43233
 kulu22
aktív tag
gyantaszuz
#43222
kulu22
aktív tag
gyantaszuz
#43222
kulu22
aktív tag
válasz
gyantaszuz
#43222
üzenetére
Gratulálok, meglepően jól összecsomagolták, nekem is ez volt a benyomásom. Az online összeszerelési útmutató részletes és elégséges a hozzászólásokkal együtt, csak akkurátusan tarts be mindent, különös tekintettel a gumimaci adagokra, én elcsaptam a hasamat vele mert mohó voltam
Egyetlen hasznos dolog: a frame szerelésénél tényleg sík legyen az a felület amin összerakod, azzal megszenvedtem.[ Szerkesztve ]
-
-

Serricon
senior tag
válasz
 mumtaz
#43221
üzenetére
mumtaz
#43221
üzenetére
Szeretek alaposan tájékozódni mielőtt bármibe belevágok, ha nem volt vagy 500 nyitott tabom 2 hét alatt ilyen témában akkor egy se
és így sem érintettem minden témát..
Még le se töltöttem semmit hozzá, szóval még képlékeny, elképzelések voltak, eszerint kb jó irányba. De lassan hozzá kell kezdenem a tervezéshez is, kell pár adapter a sim pedál rugók közé, meg shaker tartók, stb, a többi cucc vagy 50 könyvjelzőben pihen miket kell majd nyomtatniHáz körüli cuccok, kütyük, sim-es cuccok mellett még az is lehet elcsábít az RC drón/autó nyomtatás is, úgy láttam van választék, lehetőség.
De nyilván elsődlegesen azért kell a nyomtató, mint mindenki másnak: hogy tudjak a nyomtatóhoz upgradeket nyomtatni.. -

syler123
veterán
válasz
 Serricon
#43227
üzenetére
Serricon
#43227
üzenetére
A Cura-ban az a jó, hogy át tudod vinni a Sovol Cura-ból a tökéletesre hegyezett configot. A gyári állapothoz szerintem jobb a PrusaSlicer, de klippernél szebben nyomtatok 300mm/sec-el Cura-val, mint PrusaSlicer-el 150-el, utóbbit is be lehetne állítani szépre, de ha már ad a Sovol egy jó configot, nem sok kedvem van vele foglalkozni.
De van még kismillió szeletelő, azt kell használni amelyik tetszik.Én ezt a 12mm-es szilikon hézagolót vettem (ebből 2 csomag kell), de még nem jött meg, ha majd megérkezett, akkor leírom ide, hogy milyen és mennyit változott az asztal felülete.
Jelenleg olyan 0,330 környéke a max eltérés, ami eléggé sok. -
Serricon
senior tag
válasz
 syler123
#43219
üzenetére
syler123
#43219
üzenetére
Szia!
Be van már tárazva pár ilyen teszt micsoda, a hajó annyira nem jön be hogy tonnaszámra gyártsam, de egyet elengedek majd.
Igen, már kiműveltem magam a szintezés témában is úgy-ahogy.. azt a feltolós kattogást láttam hogy felejtős, mindenképp manuálisan fogom, amíg nincs klipper addig lehet ennyiben hagyom, aztán ha lesz bedmesh, meg az a csavar állítgatós kalkuláció akkor elszöszölök majd vele hogy kinullázzam amennyire lehet, alá meg gondolom szilikon megy majd a fix távtartó helyett, vagy abból reszelek De ez majd kiderül ha lesz klipper is, addig vakrepülés gondolom..
Spacerből mindegy milyen csak méretre kb passzoljon?
Cura is feljött igen, hát majd lehet akkor leszedem mindkettőt és amelyik jobban kézre áll, Mivel ez Prusa klón és a Thingiverse is talán hozzájuk kötődik szín alapján, gondoltam nem lehet mellé lőni vele.
Tud valamit a Cura amit a PrusaSlicer nem? Vagy valami kompatibilitási dolog?
A nyomtatóik úgy láttam kerülendőek, ezek szerint a filamentjük nem? -
#43225
 fabula
őstag
Mr.Csizmás
#43223
fabula
őstag
Mr.Csizmás
#43223
fabula
őstag
válasz
 Mr.Csizmás
#43223
üzenetére
Mr.Csizmás
#43223
üzenetére
Én még ott sem
 .
. -
#43223
 Mr.Csizmás
titán
gyantaszuz
#43222
Mr.Csizmás
titán
gyantaszuz
#43222
Mr.Csizmás
titán
válasz
gyantaszuz
#43222
üzenetére
Tippre ilyet a topic jo resze meg csak neten latott
Ui: grat

[ Szerkesztve ]
-
#43222
gyantaszuz
aktív tag
gyantaszuz
aktív tag
Ma hozta a futár, 1 hónapja adtam le a rendelést. Elég kompakt kis csomag, valamiért nagyobbra számítottam.
Bár nem tűnt bonyinak az összeszerelés meg láttam, hogy online elég sok komment van a lépések alatt, de ha valakinek van néhány hasznos tippje, ne tartsa magában.

-

mumtaz
senior tag
válasz
Serricon
#43210
üzenetére
Ejjha. Ahhoz képest, hogy csak most kezded és még az első nyomtatód meg sem érkezett, jobban átlátod, mint sokan, akik már belekezdtek a nyomtatásba és már egy fél guriga filamentet kidobtak a kukába.
Vannak, akik eltervezik, hogy szeretnének 3D nyomtatni. Berendelnek egy nyomtatót, összerakják, bedugják, bekapcsolják, majd ülnek előtte, hogy "eddig ok, de hogyan tovább". Mire ráeszmélnek, hogy egyáltalán kellene hozzá valami szeletelőprogram is, stb...
Gondolom, akkor már próbálgatod a szeletelőket. -
syler123
veterán
válasz
Serricon
#43210
üzenetére
Szia!
Első nyomtatás, ha beállítottad mindenképpen legyen a BenchyUtána ezt a kábel elvezetőt ajánlom. Ebből nekem elég volt a strain-relief-frame-clip.stl , ez már szépen elvezeti a kábelt és hátul nem súrolja a vázat.
Az ágyat érdemes majd szintezni, én még nem csináltam meg, de úton vonnak a szilikon spacer-ek, amivel majd beszintezem. Addig is a mechanikus Gantry kalibrációt nem ajánlom, egyszer csináld meg, amikor állítod be a z offsetet a leírás szerint, utána pedig vegyél elő egy sörösdobozt és azzal állítsd be manuálisan. (Ha ez után csinálsz egy auto kalibrációt, akkor megint elcseszi, ezért sem ajánlom)
A Fusion 360 és a PrusaSlicer ajánlott igen, viszont klipperhez pl nekem most jobban bejött a Cura, ami meg a gyári szoftverrel nem volt túl jó...
Ezt a filament-et használom, ennél nem nagyon van olcsóbb. Persze nem a legjobb, de nem is vészes.
-

ADAM1337
nagyúr
válasz
 fabula
#43214
üzenetére
fabula
#43214
üzenetére
Arra gondoltam én is, valamiért bltouch-ot írtam.
Ezzel szemezek: [link]
Pont ezt lestem, de külhonról ali-ról még olcsóbban is ideér, csak gondoltam előbb az alaplap upgrade kipróbálom aztán ha minden okés, akkor jöhet rá, de nem gondoltam, hogy ennyivel finomabb a 32bites lap, nem csak halkabb hanem nem rángatja örült módjára az asztalt se. -

tvamos
nagyúr
válasz
fabula
#43216
üzenetére
Ugy altalaban a felhasznalt alapanyag biztonsagi adatlapjat kell megnezni, nem ijesztegetni a hobbistakat! De, ha ilyen air purifiert akarnek rasozni a nepre, en is probalnam beparaztatni oket. A masik, hogy nem latom ott a meromuszer specifikaciojat sem. Tapasztalatom szerint az atlagos csajnizium TVOC szenzorok nem sokat ernek.
A profi, aki meg farmot uzemeltet, az gondolom fokozottan utananez a biztonsagi szabalyoknak.
-
fabula
őstag
válasz
Reggie0
#43215
üzenetére
Ez azért nem teljesen igaz, félrevezethetsz a véleményessel másokat. Szerintem nézd meg a fentebb már linkelt videót, de ide is belinkelem [link] , mert tanulságos arra nézve, hogy milyen filament anyag milyen légszennyező káros anyagokat bocsát ki 3D nyomtatás közben.
Úgy gondolom, meg fogsz lepődni . -
ADAM1337
nagyúr
Hasonló árba volt mint az eredeti ender 3 silent board így azt megvettem, nem is értem miért nem korábban szereztem be ezt, gyorsan leupgradeltem a firmware-t és most gyors bed levelinget tolok, rendesen figyelni kell mikor kezd el nyomtatni, a másik egy MR gép volt konkrétan hangra.
Brutális különbség az eredetihez képest, azzal nem lehetett 1 szobában megmaradni, még szórakozok vele aztán ha minden okés veszem is a bltouch-ot a géphez, és új fúvókával együtt beszerelem. -
#43212
fabula
őstag
HornedReaper
#43208
fabula
őstag
válasz
HornedReaper
#43208
üzenetére
A megoldás egy belső szűrő a zárt dobozba, ez nem hűti a nyomtatóret, de kiszűri bent a káros anyagokat és így sokkal kevesebb jut ki a nyomtatóból.
Ilyen pl. a Bento Box, ami nem csak Bambu nyomtatókban használható [link] .
Aktív szé és hepa szűrő is van benne.
Mellette én még egy szobai légszűrőt is használok a nyomtató mellett, ez együtt már lényegesne lecsökkenti az embert érő káros anyagokat.
Itt egy videó a különféle anyagok káros hatásairól és kísérlet a kiszűrésükre, szerintem érdemes megnézni [link] .[ Szerkesztve ]
-
#43211
Joshi
titán
HornedReaper
#43208
Joshi
titán
válasz
HornedReaper
#43208
üzenetére
Amióta megvettem a Bambu P1SC-t kb azóta. Eddig csak egyszer nyomtattam ASA-t, de ABS-t már többször is. Amúgy én is tartok ezen anyagok mérgező gőzétől.
-
Serricon
senior tag
Sziasztok!
Most kezdek bele a 3D nyomtatásba, kutattam pár hetet, miután végül berendeltem egy Sovol SV06 Plus-t. (filament szárítóval, + tartalék réz/acél fúvókákkal)
Ha jól tájékozódtam must have upgradek a kábel tartó/rendező bigyók ha nincs, illetve 5015 hűtés nem árt.
Foglalkozós a vizszintezés mert nem jól csinálja, csapágyak kenése ha zajosak, táp halkítás/csere nagyobb ventivel ha zavaró.Soha nem használtam még tervező/slicer progit, amit kinéztem elsőre a fusion 360 ingyen verzió, illetve PrusaSlicer, ezek ideálisak?
Illetve kérdezném, hogy mi az idehaza leginkább bevált, könnyen beszerezhető, jó ár/érték arányú filament? Elsőként maradnék az egyszerű PLA-nál, adapterek, bigyók, cuccok készítéséhez, aztán kültéri cuccokhoz valami tartósban, meg karbon kütyük.
Elsőre csak a gyári setuppal tolnám, de feltett szándékom klipperesíteni, nincs RP-m, de van elfekvőben egy Intel Nuc, meg mellé rakok egy laptopot, webkamerát, aztán távvezérlés.. kalibrálgatások, optimalizálás, gyorsítás, de tudom ez hosszadalmas lesz, szóval előtte kinyomtatnék mindent ami todo listás a még stabil gyári szoftverrel
[ Szerkesztve ]
-
#43208
 HornedReaper
senior tag
HornedReaper
senior tag
HornedReaper
senior tag
Milyen sokan nyomtok ASA-t.. Nekem a garázsban van a nyomtató és mivel ASA-tól köhögtem (kevesebb benne a mérgező sztirén mint az ABS-ben), így letettem a nyomtatásáról. ABS-t sem nyomok, jó nekem a PLA, PETG, TPU meg nagyon ritkán nylon
Szellőzést meg nem rakok a gépre / zárt dobozra mert a szellőzés hűtené a nyomatot és csak felkunkorodna a sarka, gyenge szellőzéssel nem kezdenék. -
fuze
őstag
válasz
 tata93
#43202
üzenetére
tata93
#43202
üzenetére
Hosszútávon egy CR-Touch beszerelése rengeteg időt spórol meg, de készíthetsz manuális bed mesh-t is. Mindig lesz valami baj a görbe asztallal és szerintem sokkal könnyebb Z-offsettel állítani a távolságot, mint az asztal 4 pontjának tekergetésével.
Elsőként ajánlom a Jyers firmware-t. Kezdőként sokkal könnyebb dolgod lesz vele, illetve manuális bed mesh-t is tudsz készíteni. Utóbbi időigényes, de a papírnál sokkal pontosabb lesz az eredmény. Sőt én first layer nyomtatások közben szoktam állítani az offsetet, mert a papír csak kiindulási pontnak jó. Hosszútávon meg raspberry + Klipper
Illetve amit én sokszor elrontottam kezdőként:
• Asztal összefogdosása - isopropyl alkohollal időnként át kell törölgetni a tökéletes tapadáshoz.
• Nozzle offset beállítása fűtetlen asztallal - A felfűtött állapot kiadja azt a deformációt, ami nyomtatás közben is jelentkezni fog. Ehhez kell kalibrálni a fejet.
• Nozzle nem tiszta, filament van benne - Erre érdemes figyelni. Ha bele van keményedve a filament és kilóg picit, pontatlan lesz a kalibráció. Érdemes kifűzni ilyenkor.[ Szerkesztve ]
-
-
-

tata93
tag
Sziasztok!
Van egy Creality Ender-3 V2 nyomtatóm. Még kezdő vagyok a témában, 4-5 nyomtatáson vagyok túl. A szintezési/tapadási probléma miatt beszereztem egy PEI nyomtatófelületet.
A beszerelése után eltűntek azok a gondok, hogy a nyomtatás kezdeténél az anyag felkunkorodott volna és ezért az alap kinyomtatása már rossz volt.
Viszont amit észrevettem, hogy nem húz annyira vastag vonalat már az elején néhány helyen, és mintha nyomtatna egy pár mm-es spacet, folytatja folytonos vonallal.
Nem tulajdonítottam neki túl nagy jelentőséget, mivel mikor ráment még egy réteggel a fej, már szépen befedte a kimaradt részeket. Nagyon szépen folytatja a nyomtatást is, viszont kb. 1,5 mm vastagság után elkezd felkunkorodni (elemelkedni az asztaltól) majdnem minden sarka a részben kinyomtatott elemnek, emiatt pedig ugye rossz lesz a nyomtatás folytatása.
PLA anyagot nyomtatok egyébként.Miért csinálja ezt és mit lehetne ez ellen tenni?
Köszi előre is a segítséget!



















 Egyedül a retraction hangját tartom kicsit zavarónak.
Egyedül a retraction hangját tartom kicsit zavarónak.









 MK3-nál nem írták, belefutottam, azt írta nem kell-->de kell.
MK3-nál nem írták, belefutottam, azt írta nem kell-->de kell.




 ?
?







![;]](http://cdn.rios.hu/dl/s/v1.gif)




















Új hozzászólás Aktív témák
- Videoteszt A 3D nyomtatás sikerének alapja
- Milyen házat vegyek?
- Anglia - élmények, tapasztalatok
- SSD kibeszélő
- Nvidia GPU-k jövője - amit tudni vélünk
- Építő/felújító topik
- Abarth, Alfa Romeo, Fiat, Lancia topik
- iPhone topik
- Milyen légkondit a lakásba?
- Samsung Galaxy S25 Ultra - titán keret, acélos teljesítmény
- EA Sports WRC '23
- További aktív témák...

- Fiio m15s dap hordozható zenelejátszó
- Bontatlan, iPhone 16 Pro Max 256gb, natúr titán, 3 év garanciával, eladó!
- Nintendo Switch CFW okos! 32+64GB Dual Boot OFW+CFW Tinfoil Hekate + hordozó tok + üvegfólia
- Samsung Galaxy S24 Ultra 5G 512GB, Kártyafüggetlen, 1 Év Garanciával
- Apple iPhone 12 64GB, Kártyafüggetlen, 1 Év Garanciával