Hirdetés
-

GAMEPOD.hu



Új hozzászólás Aktív témák
-

SaPeter
kezdő
válasz
 rokapet
#45175
üzenetére
rokapet
#45175
üzenetére
Köszi a válaszokat
1. Igen volt 2 törés is. Korábban nem. Ropogás nincs.
2. A cső jó ötlet. PVC?
3. Megnéztem újra, Y tengely középállásban billeg, széleken már szinte nem.
Szintezés megvolt, ránézésre simának tünik, azaz síknak.@tD1v3r
Köszi, hogy megnézted. lehet az enyém korábban is lötyögött picit csak akkor nem foglalkoztam vele, amúgy stabil az asztal, csak meg tudom mozdítani.
Igen kalibrálás, szintezés megvolt. Gyárit használom, nem PEI bedet.
A Z offset nálam -2,4. Tehát mínusz. Ezt a nulla felé korrigáljam? vagy inkább -3 felé? Ha jól gondolom a mínusz irányba módosítás közelíti az asztalhoz.
Használom a gyári CR szeletelőt és a Cura5.6-ot. Sajnos ugyanaz a hiba.@fabula
Szinte minden nyomtatás előtt tisztítom az asztalt alkoholmentes szemüvegtisztító folyadékkal + nem szöszölő kendő.
Köszi a tippet Sunlu 2-re.@ecadsell
Köszi, majd kipróbálom alkoholos törlővel is.
A szárítót egyben tárolónak is használnám. Arra gondoltam, most kiszárítom a PLA-t és kb heti 1-2 alkalommal fogok csak nyomtatni, vagy ritkábban. Addig is benne van a szárítóban, nem kell mindig felpakolni a gépre, meg betölteni. Bár az első 50-60 cm így is megszívja magát. A szárítóba tennék színes szilikagélt is. Narancs színűre gondoltam, eddig csak kisebb zacskós, meg lila volt pár grammos kiszerelésben. -

haxiboy
veterán
-

bb.bocs
őstag
válasz
rokapet
#41646
üzenetére
nincsen tárgyhűtés.
asztal 110 fok volt absnél.viszont. ma petgt probáltam egy üveglapon kaptonnal. beszinteztem, méghozzá jóval távolabb mint egy papírlap. 250 fila, 80-as tárgyasztal 0 hűtés. Szó nélkül elsöre tapad. Két kérdésem lenne.
1. a régi fém lapon a kaptont ablaktisztitóval takarítottam le. lehet ez nem tett jót neki?
2. ha nem ez a gond, mit számit az hogy a kapton alatt üveg, vagy fém találtható?
köszönöm a válaszokat. -
#41623
 JulianSinulf
őstag
rokapet
#41608
JulianSinulf
őstag
rokapet
#41608
JulianSinulf
őstag
válasz
rokapet
#41608
üzenetére
Ne keverjük a dolgokat, amiket amúgy nagyon könnyű keverni.
Van a "perem" (orca így írja magyarul) ami közvetlen a tárgy mellett van. Be lehet állítani a szélességét és, hogy milyen közel kerüljön a tárgyhoz. Ennek pont az a célja, hogy segítse a tapadást.
Ha az első rétegben van éles ív, akkor ott hajlamos lehet a vetemedésre és felhajlásra. Ilyenkor célszerű ezt az opciót bekapcsolni.
Meg akkor is, ha a tárgy alapja kicsi, de a tárgy magas. -

daninet
veterán
válasz
rokapet
#41612
üzenetére
PEI lap valóban nem szereti, ha ugyan oda kerül folyton valami. Kering pár fotó a neten amit most nem találtam hogyan néz ki egy PEI lap amire 200x ugyan oda húznak egy csíkot.
Nekem volcano hotendem van ami az első felmelegedésnél kicsit hajlandó folyni pedig már több retractot raktam bele amint eléri a hőmérsékletet. De még 2 centit visszahúzva is jön belőle cucc.
Ez a kis cucc ami kifolyt belőle valahogy folyton odaragadt a skirt elejére és kiállt belőle aztán a tárgyhűtő vagy valami ami közel került hozzá az első rétegnél végig piszkálta, beleakadt.
Szóval abbahagytam a skirt-öt. Ami nagyon bejött, egy 2 centi átmérőjű spirált rajzolok az asztal egyik sarkába nyomtatás előtt és hirtelen felemelem a nózit a közepén. Gyönyörűen leszed mindent ami bármelyik oldalára ragadt akármilyen szutykos. Az asztal pedig 350x350 nálam ugyhogy mindig lesz egy sarok ahova ez elfér.[ Szerkesztve ]
-

F.E.K..
senior tag
válasz
rokapet
#41513
üzenetére
Ó, azt tudom, hogy miért kattogott az extruder: a "megdagadt" filament-et nem bírta mozgatni. Mivel kézzel is nehezen jött ki, ezt értem is. A kérdés az, hogy miért "dagadt" meg a fej előtt közvetlenül a szál vajon?
Nem változtattam semmit, cura slicer, sd-re rá, onnan nyomtatok (régebbi sikeres nyomtatás is ugyanígy járt, ezért gondolok első körben az esetleges túlmelegedésre mint ok.)
"Érme: Passz, ezt látni kellene..."

(A hiányos példány más hiba miatt volt, csak most úton vagyok és csak ezt találtam róla. Ha kezemben lesznek, rakok fel használhatóbb képeket )
)"Hajlékony spring steel lapot (PEI)" köszönöm a tippet, ez alapján keresgélek majd.

-
#41271
 tothferenc
aktív tag
rokapet
#41269
tothferenc
aktív tag
rokapet
#41269
-

tibitron
tag
válasz
rokapet
#41142
üzenetére
Elnezest, telefonrol gepelek, ket rohanas kozott. Nem terveztem nagyon varialni, de sokan eskudnek erre a 0,4 fej, de 0,6 beallitas dologra. Gondoltam rakerdezek. Egy 0,2 mm nyomtatas probat tervezek majd minikre, hogy lassam mennyivel jobb, mint a 0,4. Par minihez adtak beallitas javaslatot, azt nyilvan kovetem. Mutogattak teszteket, 0,4 es 0,6 kozott, azok alapjan alig van elteres, de az ido kb 30% gyorsabb, persze ne 1 het 3d nyomtatas utan akarjak melyvizet, márha ez melyviz
a trees dolgot is kiprobalom a problemas alaknal. Hatha azzal konnyebb lesz leszedni.[ Szerkesztve ]
-
tibitron
tag
válasz
rokapet
#41119
üzenetére
Eddig 0,4 mm fuvokat hasznaltam 0,4 mm beallitasokkal, 2,8 mm retegvastagsaggal. Zomeben jol mukodott, mimimalis szalazas volt. Amikor egyszerre akartam tobb dolgotcvolt hogy elcsusztak a retegek, leszedte az asztalrol stb. Ez megszunt hogy maradtam 2 max 3 targynal egyszerre. Minifiget akartam kiprobalni, ki is nyomtatta, de nem volt eleg reszletes. Ezert 2,8 rol 1 re vittem le, itt kattogott az elejen. Aztan felvittem 2mm re ott nem kattogott es nem volt annyival rosszabb mint 1 en. Egy masik figgel is teszteltem , 1 es retegnel nem kattogott, de nehezebben tudtam leszedni a supportot. Tehar lehet figuratol is fugg a dolog. Most azzal kuzdok hogy minel konnyebben tudham leszedni a supportot, mert nehol ugy raragad, hogy torik vele a fig is. Melegitsek fel egy vekony tut vagy csavarhuzot es azzal probalkozzak?
[ Szerkesztve ]
-
daninet
veterán
válasz
rokapet
#40816
üzenetére
ha kételkedsz az öntapadós szalagban vannak ragasztós hőpaszták. Van belőle sokféle van ami hővel oldható, van ami nem oldható és permanens.
Szerintem egy jó minőségű öntapadós egyébként elég nehezen jön le, jellemzően nyíró (vízszintes) és húzó (függőleges) erőtől nem is esik le. Tekerni kell, hogy az öntapadós szétszakadjon alatta.[ Szerkesztve ]
-
-
-

fabula
őstag
válasz
rokapet
#37850
üzenetére
A Mellow hotend az Aliról van. A Diamond tervezője, Lorenzo Cascone ajánlása alapján innen lehet megrendelni [link] , csak bele kell írni a megjegyzésbe, hogy a Crazy kell neked
. Licensz problémák miatt csak így árulják jelenleg.
Ha az üveget leveszed (vagy rá sem teszed), tapad az alu hotbedre a mágneses alap, sokan használják így. Van eredeti Two Trees PEI bevonatos mágneses lap is hozzá 310x310-es méretben, de a Biqu SSS-t sokan dicsérik, árban meg hasonló, én azéert azt néztem ki célnak.
Volt már, aki PETG-ből nyomtatta, de nem igen javasolják, nem tartós, főleg a Sherpa LDO motorja eléggé melegszik és a PETG deformálódhat.
Mivel én magasabb hőfokon olvadó anyagokat is akarok nyomtatni vele, érdemesebb ASA-ból nyomtatni, de 280-300 fokig az ABS is jó. Abból is nyomtattak már Diamond Hotendet és nem írták, hogy probléma lenne vele.
A Diamond tervezője, Lorenzo Cascone is ABS-t vagy ASA-t ajánl elsősorban, de szerinte a PETG is jó lehet. Én ASA ból szeretném kinyomtatni egyből.[ Szerkesztve ]
-
fabula
őstag
válasz
rokapet
#37845
üzenetére
Igen, 2 db Z motorja van és azért van 1 db végálláskapcsoló, mivel a két motor alul a házban egy szíjjal szinkronizálva van a legújabb verzóban (az előzőben még két független motor és két végálláskapcsoló volt, ezt újították szíjas szinkronra, ami jobb). Amúgy az egy végálláskapcsolót sem használom, mert rögtön tettem rá egy 3DTouch-ot a Trianglelabs-tól, ez a Z stop is egyben meg szintez is.
A TMC2225 helyett TMC 2226 kellett volna, ez a 2209 újabb, nagyobb terhelést bíró verziója, én is tervezem majd cserélni.
Általában MKS Robin Nano 1.2 vagy 1.3 alaplappal szereloik, mikor melyiket tudják beszerezni. Az UART bekötés ezeken a lapokon nem olyan bonyolult, a driverre forrasztasz egy tüskét, a masik vége bedugós, mert van aljzat a lapon, igaz eredetileg más célra (WiFi modul). Ezeket sima apa-anya bekötőkábelle össze lehet dugni, úgy sem fogod sokat piszkálni, főleg klipper alatt.
Én mindenképp teszek bele egy RPi 3B+ lapot és egyenlőre Marlin - Octoprint ketőssel fogom használni, majd ha sikerül beszereznem egy MKS Pi-TS35-ös kijelzőt, akkor mehet rá a klipper is. Egyébként sokan használják saját kijelző nélkül klipperrel PC-ről, telefonról vezérelve, valamint klipperscrennek lehet használni régebbi érintőkijelzős telefont is, meg van aki 7"-os PI kijelzőt akasztott rá egy nyomtatott tartóval, szóval van variációs lehetőség.
Senki nem javasolja az MKS Robin Nani 1.2 vagy 1.3 cseréjét, a klipperhez úgy is kell egy PI, utána meg az eredeti alaplap már nem játszik sok szerepet.
Én is a Diamond Hotendet fogom megcsinálni, már meg van hozzá minden, csak még idő kellene, amúgy egy Mellow NF Crazy ST hotend megy bele (szúnyog klón) és Sherpa Mini extruder lesz rajta a gyári BMG klónból építve.
Az üveg elvileg klipszelős, de én nem tettem rá, mivel a hátoldala ragasztós és igen jól tapad az alu hotbedhez. Egyik SP-5 tulaj megpróbálta leszedni, de nem nagyon sikerült neki .
Az üveggel eddig semmi bajom nem volt, ha az első réteg jó, akkor tapad rá minden rendesen.
Még plexiből készítek rá zárt házat (lehet készen is kapni rá gyárit, csak horror áron) és azt gondolom, ezután már csak a rendszeres karbantartás, kopó alkatrészek cseréje marad.Gondolkodom még egy Biqu SSS mágnese lapon hozzá, de majd ha elkopik az üveg teteje, amin tapadásjavító van felvíve gyárilag.
Szerintem ár-érték arányban és a fenti nagyrészben házilag nyomtatott tuninggal egész jó kis nyomtató.
Én most még a gyári alap nyomtatóval nyomtatok és így is szépen nyomtat 100 mm/s sebességig a gyári hotenddel (amit sokab szidnak), amihez én még az összeszereléskor megcsinltam a Chap féle tuningot a hotend belsejében egy Capricord csődarabbal, így nem dugul, és nyomtat rendesen.
Ja és még a gyári MKS Marlin firmwaret cseréltem le szinte azonnal sima Marlinra, mert a gyári tényleg elég bugos.[ Szerkesztve ]
-

Demo07
aktív tag
-

#19103744
törölt tag
válasz
rokapet
#36480
üzenetére
Azt is csinálja igen, annak a további fokozata az összeomlás. Hiába adtam neki nagyobb prioritást a windowsban, nem segített semmit. Pontosan az erőforráshasználatát nem tudom de úgy, h. mellette a chrome 35 szálon fut és 100-nál is több ablak van megnyitva, az egész gépnek nem több 13-15% a CPU terhelése ami 4Ghz körül ketyeg. RAM 39% stb. Szal erőforrás lenne bőven, a progi nem fut rendesen.
-

hippodrom
csendes tag
válasz
rokapet
#30553
üzenetére
Az a helyzet, hogy a kockát (meg mindent mást) jól nyomtat, nincs baj az arányokkal. Ezt az M206 parancsot ezt hogy kellene használni? Nem igazán vágom. Tegnap ahogy összekötöttem a géppel a repetierrel nem tudtam mit kezdeni, mert port híjján nem akar csatlakozni, bezzeg az esteps értéke meg visszaállt a gyári 93.000-ra. Tekerhettem fel 405-re, hogy jó legyen.
-
hippodrom
csendes tag
válasz
rokapet
#30548
üzenetére
Nekem nincs ez a "Set home offsets" Mi az és hol találom?
Bedczooo Megnézem ezt a repetiert bár még soha nem használtam.
A Nagy Attila rakott fel róla vidit yotubra. Majd az alapján ...csak már az elején van egy kis gond Az eszköszkezelő nem mutatja a portokat. Most raktam fel pedig az Arduino IDE progit, de semmi.
Az eszköszkezelő nem mutatja a portokat. Most raktam fel pedig az Arduino IDE progit, de semmi. -
-
Imy
veterán
válasz
rokapet
#28796
üzenetére
Igazad van, hogy kevésbé vetemedik a PTFE csőben a filament, de mivel 0.15mm-el kisebb max az átmérő különbség lehet sokat nem jelent.
Ha PLA, PETG, TPU mellett mással is nyomtatsz amihez magasabb hő kell, akkor oda all-metal torok kell, nem teflonos. Amúgy is a végis vastag teflonos torkokkal nem jó a tapasztalatom, én olyat használok, aminek az aljában a 3/2-es tefon van. Azóta nincs dugulás.
Én csak a tapasztalatra voltam kiváncsi, hogy mi látszik a képen. Placebo, vagy valódi hatás ugyanazon tárgy /anyag /szeletelés mellett. Ha megmutatja valaki, akkor hiszek neki.

-

LógaGéza
veterán
válasz
rokapet
#28770
üzenetére
Ezt amúgy majd' mind meg tudod csinálni a gyári lappal is. Ender3-v2-ről beszélünk, gyárilag Creality 4.2.2 lappal. Ez már 32 bites, lehet rá Marlint fordítani, LCD nem akad, bővíthető a kijelző szoftvere is, és működik az EEPROM mentés is - persze nem a gyári FW-vel.
Egy jó ideje én is gondolkodom a cserén SKR-re, egyedül a driverek UART módja miatti Linear Advance szól mellette, mást még nem találtam.[ Szerkesztve ]
-
#28773
 Szabikaa20
őstag
rokapet
#28770
Szabikaa20
őstag
rokapet
#28770
Szabikaa20
őstag
válasz
rokapet
#28770
üzenetére
+Új funkciókat is tudsz beletenni...Pl írja az eltelt,hátralévő időt...preheat-eket tudsz belerakni pluszban.Az enyémben nem volt pl automatikus szintezés,márminthogy a tálca 4sarkára odamegy magától nem kell külön álligatni az X,Y tengelyt külön...Meg sok más cuccot beállítottunk.Bár mindjuk nem én csináltam,hanem segítettek nekem,mert valahogy nekem ez kínai volt...
 SKR mini E3 Arról nem beszélve,hogy hangtatan lett csak a ventiket hallani.
SKR mini E3 Arról nem beszélve,hogy hangtatan lett csak a ventiket hallani.[ Szerkesztve ]
-

Norbi46
aktív tag
válasz
rokapet
#27864
üzenetére
No és azt melegen vagy hidegen kell az auto szintezést?
Meg ott ugye nekem van olyan gomb is hogy mérés.
Na itt a kép: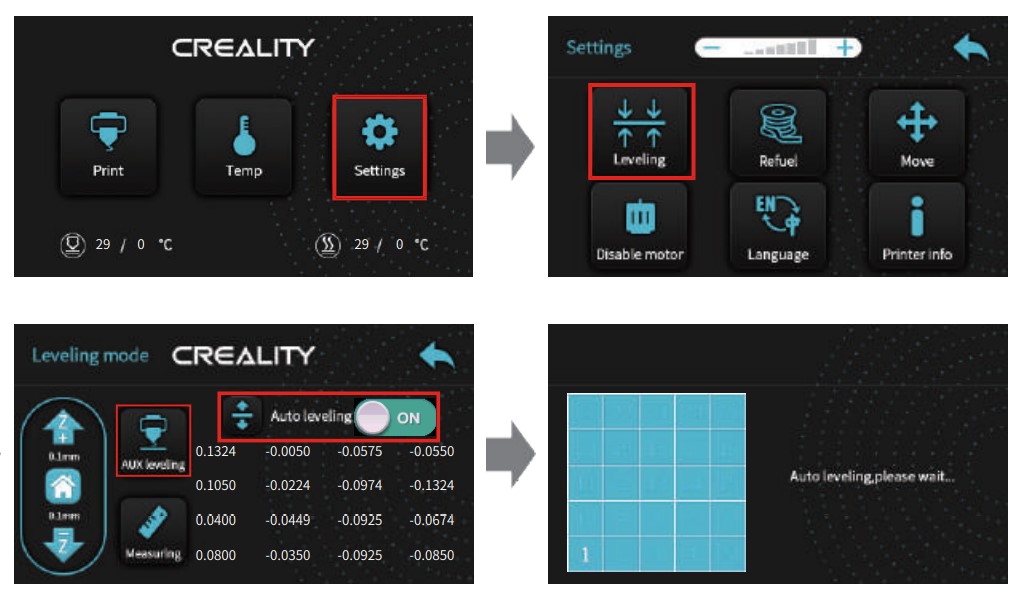
A tálcát föl osztja 5x5 kockákra és mind megméri. Viszont a kijelzőn csak 16 értéket jelenít meg és mindegyik más érték. Akkor milyen értéket adok meg a Z kompenzációnál?
És ha meg adtam az értéket utána kellene manuál szintezni jól értem?
Bár a könyv pont fordítva mutatja![ Szerkesztve ]
-

Reggie0
félisten
válasz
rokapet
#27843
üzenetére
Azt nem kell feladni. Egy mikrokapcsolot nyugodtan bekothetsz barmilyen szenzorral parhuzamosan, amit beallitasz a legfelso szinthez ahol meg nem serul a nyomtato. En is ezt teszem az ender 5 plus-szal. Igy ha leszerelem, vagy tonkremegy a bltouch akkor is meg fog allni biztonsagosan.
[ Szerkesztve ]
-

imibogyo
veterán
válasz
rokapet
#27839
üzenetére
Tiszta sor. Én pl. eddig még egy nyomtatónak sem álltam neki "szénné moddolni". Az X1-em majdnem teljesen gyári (most készülök a FW és a TFT FW cseréjére).

Az Ender 5-be (a másodikba) egy kicsit jobban belenyúltam (custom Marlin, elektronikai dobozolás áthelyezése, damperek, asztal kitámasztás állítható módon menetes szárral, új hotend fúvóka, új bowden kiépítés, jobb minőségű szíjak stb.), de például nem volt teljes hotend, extruder, alaplap cseréje stb., szóval komolyabban ehhez sem nyúltam (bár a végén már tervben volt, de eladtam).


-
-
#27634
 Mr.Csizmás
titán
rokapet
#27631
Mr.Csizmás
titán
rokapet
#27631
-
#27633
Szabikaa20
őstag
rokapet
#27631
Szabikaa20
őstag
válasz
rokapet
#27631
üzenetére
Ez nem opció...Nem szeretnék rá költeni többet,elég volt!
 Amennyi mindent megvettem hozzá,hogy PRO-sitsam a sima Ender 5-öt....Aztán meg fél évig nem használtam május-június óta kb.Már majdnem el is adtam..Nem szeretném bonyolitani a helyzetet még igy is,szeretném,ha menne úgy ahogy ment idáig is!
Amennyi mindent megvettem hozzá,hogy PRO-sitsam a sima Ender 5-öt....Aztán meg fél évig nem használtam május-június óta kb.Már majdnem el is adtam..Nem szeretném bonyolitani a helyzetet még igy is,szeretném,ha menne úgy ahogy ment idáig is!  Köszi!
Köszi! -
LógaGéza
veterán
válasz
rokapet
#27623
üzenetére
Akkor valóban, nekem Ender3-v2 van, itt csak Y irányban mozog az asztal. Így már értem miért beszélünk el kicsit egymás mellett.
Amúgy a mesh levelinget G28-al kell kezdeni. Akkor beáll minden tengely 0,0,0-ra. Elkezded a mérést (G29 S1), beáll Z3-ra elmegy az első mérési pontra (ezt Klippernél be lehet állítani, Marlin nem tudom honnan veszi, gondolom benne van az FWben), beállítod, G29 S2, mozog Z3-ra, kövi pont stbstb.
Ha valahol nem tudod beállítani, akkor lejebb (vagyis nálad feljebb) kell vinni a Z Endstopot, mert ha végiggondolod, ha a Z0 magasabban van, mint kéne, akkor nyomtatás közben is magasan lesz.
Most nálad maximum ponton van a Z Endstop?
Egyébként ezért jó a BLTouch, csak átírok egy értéket és lejebb/feljebb is van a minimum Z. -
LógaGéza
veterán
válasz
rokapet
#27620
üzenetére
AutoHome-nál se 0-n megy a noozle. Nálam a Startnál lemegy az asztal közepén 0-ra, majd fel 3-ra. Vagyis travel közben ha jól van beállítva, akkor nincs 0-n, hanem Z3 vagy Z5-ön. Ha meg ekkor beleszánt az asztalba, ott nagy problémák vannak.
ha a mesh leveling közben olyan asztalmagasság lenne szükséges, amit a Z endstop alapból már nem engedne
Akkor lejebb kell vinni az endstopot.[ Szerkesztve ]
-

dugesz77
őstag
válasz
rokapet
#27616
üzenetére
Gondolom a G28 gcode használva betölthető az elmentett Mash leveling. Ilyenkor a szerint mozog a fej. Ha ez nincs használva akkor nem használja a mash leveling beállításokat sem. A home pont ideális esetben az asztalon kivül szokott elhelyezkedni és a z végkapcsoló végpontja fölött már.
-
LógaGéza
veterán
válasz
rokapet
#27616
üzenetére
[Marlin G29 - Bed Leveling (Manual)]
A lényeg, hogy egy papírlappal, mint a sima szintezésnél szépen végigméred több ponton az asztalt. Automatikusan egy magasabb pontra áll rá, te beállítod a Z-t a megfelelő magasságra az adott pont a papírlappal, majd mész a következő pontra.
Ha triggereli a Z-Endstopot, akkor lejebb kell vinni, és kezdheted elölről, ugyanis az asztalhoz viszonyítva túl magasan van.[ Szerkesztve ]
-

norbiv8
tag
válasz
rokapet
#27557
üzenetére
Az a 100% az nem a progress hanem a feed rate szerintem, legalábbis korábbi verzióban "FR" volt előtte a bugfix-2.0.x verzióban csak ">>" jelre futotta. Nyomtatás közben lefele tekerve a knobot lehet csökkenteni. A százalékos progress kijelzés nekem is hiányzik. Remélem valahogy vissza lehet varázsolni.
-
azbest
félisten
válasz
rokapet
#27457
üzenetére
Igaz nekem már régóta direct drive-ra van alakítva a gépem és csak a szál útjának egyengetése miatt van teflon cső, az is az extruder előtt. Viszont nemrég nyomtattam el az egyik tekercsnek azt a részét, amit rosszul csévéltek fel és volt rajta egy marha nagy masni: ilyen 3+ centi magasan kiállt egy alsóbb rész és köré volt csévélve a többi. Nagy meglepetésemre a bmg klón simán behúzta. A nyomtatás után láttam csak egy rétegen, hogy mintha kicsit vastagabb lenne, lehet ott cibálta végig a tefloncsőn a kanyargós részt. Szerencsére el sem szakadt a szál
Egy érdekesség volt csak a bmg klónom kapcsán. Nem tudom, hogy a tekercselés miatt vagy mert esetleg nem teljesen merőleges a bevágás az extruder kerekeken, de úgy vettem észre, hogy ahogy halad a filament úgy csavarodik is a szál. Amikor tefloncső nélkül hasznlátam, akkor szépen lassan elkezdett úgy becsavarodni, hogy pár karika filament a tekercs mellett a levegőben karikákba áll és félő, hogy feladak valamiben -> ezért is tettem a tefloncsövet , mert az megakadályozza ezt. Ja meg a csapággyal könnyen gördülő tartóknál túlságosan is könnyen gördült a filament lefelé és néha lerántott többet is mint kéne, elkezdett letekeredni
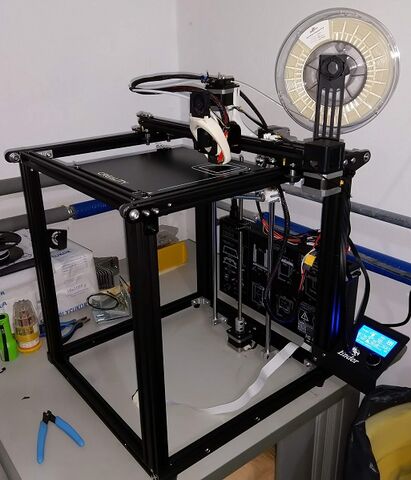
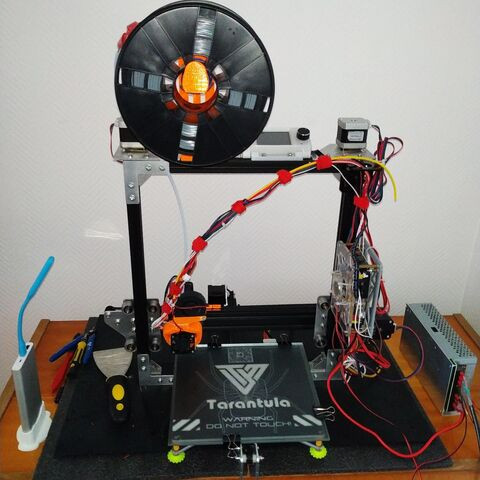
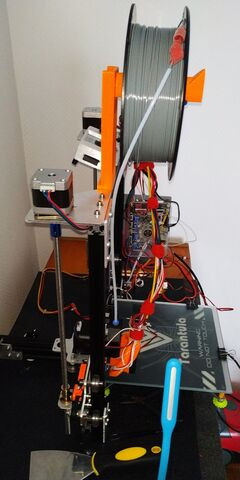
úgyhogy csapágy nélkül használom, csak velcrot tettem a tartóra, hogy azon könnyebben és zajmentesebben csússzon.Most épp így néz ki. Kinomtattam a táp + board dobozt is, de még gondolkodom, hogy lehet fusion360-ban újra rajzolom, mert találtam egy tucat tevezési hibát. Éppen össze tudnám rakni így is, de kényelmetlen pár megoldás és kézzel is kellett faragni.

[ Szerkesztve ]
-
LógaGéza
veterán
válasz
rokapet
#27457
üzenetére
Meglett közbe a probléma megoldása... Lesikáltam az asztalt, gondolotam újraszintezem. Akkor 2.70 jött ki Z-Offsetnek, nem 2.80. Lementettem, indítottam egy nyomtatást, és egyből jó lett
Gondolom addig lazultak a csavarok/rugók, hogy mindig kellett rajta állítanom, és ennyivel feljebb ment az asztal szintje...
De legalább megtanultam, hogy hogyan kell noozlet, és hotendet takarítani [ Szerkesztve ]
-
LógaGéza
veterán
válasz
rokapet
#27441
üzenetére
Az elején, amikor a két vonalat húzza, valamint a skirtöt rajzolja, akkor sincs retract.
A rugó belsejében a két csavar csak arra szolgál, hogy ne mozduljon el a rugó amikor kinyitom az extrudert. Annyit tudok esetleg csinálni, hogy egy teszt erejéig kicsit megnyomom az extruder karját, vagy egy kötegelővel körbehúzom a stepper motorral együtt, úgy lazább lesz végülis. Ha meg megoldja a problémám, akkor reklamálok az eladónál...


![;]](http://cdn.rios.hu/dl/s/v1.gif)










 ...
...




 )
)
























 skr e3 mini. igaz én helyből uart móddal indítottam.
skr e3 mini. igaz én helyből uart móddal indítottam.










 E5-re is van, elvileg ez jó:
E5-re is van, elvileg ez jó: 









Új hozzászólás Aktív témák
 poli27
poli27- Videoteszt A 3D nyomtatás sikerének alapja

- LENOVO THINKPAD E16 G1 - Ryzen 5 7530U, 16, 512 GB, 16GB, Fémházas üzleti laptop 16" kijelzővel
- AMD Konfig - MSI X470, Ryzen 7 3800x, Vega 56, 32 GB RAM, 512 GB SSD
- MacBook Air 2020 M1/8GB/256GB magyar billentyűzet
- Lenovo P500 - 1650 v3 6 mag/12 szál, 16-32GB DDR4 RAM, 490W 80+gold táp, számla, 6 hó gar
- Eladóak a képeken látható P2 P3 P4 C2D C2Q számítógépek gyűjteményből