Hirdetés
-

GAMEPOD.hu



Új hozzászólás Aktív témák
-

imibogyo
veterán
válasz
 Holleanyo
#29542
üzenetére
Holleanyo
#29542
üzenetére
Azért egy közepes kategóriájú (80-150k) géppel már elég szép minőséget el lehet érni. Egy olcsóbb gép sohasem lesz Voron ez egyértelmű. Ettől függetlenül azért egy ilyen géppel is el lehet lenni és nagyon-nagyon sok embernek nem is kell ennél több (én ismerek olyat, aki még mindig az anno velem együtt vett Anet A6-jával tolja (persze van rajta sok tuning, de na...) és nagyon boldog vele, mind a mai napig. Amire neki kell (egyedi elektronikai cuccokhoz dolgok), arra tökéletes.

-

Saccco
nagyúr
válasz
Holleanyo
#29239
üzenetére
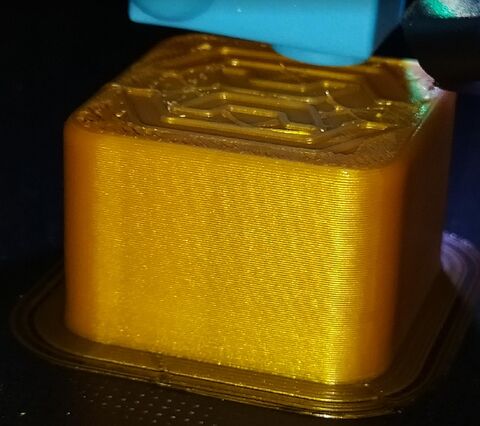
Az gantry (X-Y tengely) a sarkokban elhelyezett négy motor segítségével kerül teljesen párhuzamos állapotba az asztalhoz képest. A megengedett eltérés a 4 sarok között 0,0075mm. Korábban a mart alu asztalra csak egy pei réteg került. Mostanra viszont gyakorlatilag standard a mágneses bed, így a többség kiegészítette a szintezést bed mesh-sel is.
Ez a legutóbbi nyomtatás előtti állapot:
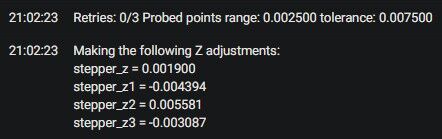
Néha sikerül 0.000000-át is produkálni.
Az tetszik benne, hogy eléggé konzisztens a nyomtatás eredménye.
Végre rá kellene vennem magam, hogy megcsináljam az input shaper mókát is, hogy minőségromlás nélkül felcsavarhassam a tempót.
-
Saccco
nagyúr
válasz
Holleanyo
#29235
üzenetére
Sokkal olcsóbb, ha összeszeded az alkatrészeket, esetleg még kuponozol is sokat rajta.

Itt írtam, milyen első rétegeket lehet vele nyomtatni. De ott van a V1 az olcsóbb és kb. ugyanazt tudja, mint a V2, persze nincsen fancy gantry level.
Mindig állat látni, ahogyan kihúzza a sarkokat. -

Joshi
titán
válasz
Holleanyo
#26927
üzenetére
"Azóta nyomtattam hasáb alakot is és ott nem jelentkezett ez a hiba."
Szerintem félreértetted a 45°-os értéket. A legjobb minőség egy függőleges oldalfal ami egészen jó marad 45°-os dőlésig amilyen nagyjából a madáretetőd hibás része. Ha még inkább csökkentjük a szöget a vízszintes felé, értelem szerűen annál rosszabb lesz a felület. Remélem így már érted mit akartam mondani. -

Tikakukac
titán
válasz
Holleanyo
#26926
üzenetére
Leírtam. A minden miatt. Ezt a nyomtatási minőséget stabilan ha arcon pörögve egy biblián szavalnál sem tudnád kihozni az Enderből vagy olyan mennyiségű pénzt meg időt raknál bele amivel eléggé elmebeteg árra hoznád ki szerencsétlent és már tényleg majdnem építhetgetnéd a sajátodat is.
Minden másért ott az internet, ez egy olyan nyomtató, amihez a support szoftveres és hardveres oldalon is folyamatosan ott van egy bizonyos szinten, ami nekem most már kell. Nincs kedvem azzal buzerálkodni, hogy éppen mi a kínja a hotendnek, mi a tökömért nem jó a filament adagolás, na vajon megint mit kell állítgatni, hogy rendesen tapadjon vagy működjön az adott modell. Ezt ide egy alap profillal is betolod és azt fogod kapni amit szeretnél. Ha tovább csiszolod meg még durvábban.
-
-
Tikakukac
titán
válasz
Holleanyo
#26919
üzenetére
Lehet, hogy jó a Prusa, de nem hiszem, hogy odaverne egy jól beállított Endert.
Hogy tessék?Na mivel amit leírtál, tehát jól beállított Ender épp van kéznél és amellett van ez, így pont meg tudom cáfolni.
Ordas diffi a minden. Sebesség, nyomtatási minőség, pontosság, szolgáltatások. -

norbiv8
tag
válasz
Holleanyo
#26803
üzenetére
Köszönöm a javaslatot és a képet, most már látom mit keressek. Sajnos nekem is át kell néznem az összes derékszöget, mert akár hogy szintezgetem nem az igazi. Bár már nyomtattam de nagyobb tárgynak így nem állnék neki.
Más. Valami nagyon régi FW-el küldték a nyomtatót, nézegettem a creality oldalát, de nem tiszta, hogy melyiket kellene letöltenem. Mindegyikben benne van a BLtouch, de nekem nincs olyan, valamint mit takar az adapter board? A driver chipet sem tudom leolvasni, mert hűtőborda van rajta. Ha ezt 4.2.2 Ender-3 pro 32bit Marlin2.0.1 BLtouch V1.1.2without adapter board.rar letöltöm, jó lesz? (E3 pro, 4.2.2 az alaplap verzió. )
-

azbest
félisten
válasz
Holleanyo
#26693
üzenetére
képen nem látom, de review-kon mutatták, hogy hajlamosak beónozni a kábelek végét ami a csavaros rögzítőbe megy.
Ezt viszont nem szabad, mert az ón idővel megfolyik és ezért kontakthiba lesz ->azért kezd el a melegedéstől olvdozni a csatlakozó. Szóval ha be van ónozva a táp vezetékek vége, akkor azt érdemes levágni és simán a sodrott réz menjen a leszorítóba.Mit jelent, hogy átvezetékelted? Lecserélted a gyári kábelt? Ne legyen vékonyabb keresztmetszetű.
[ Szerkesztve ]
-
azbest
félisten
válasz
Holleanyo
#26654
üzenetére
Ha sercegő hang van, akkor sürgősen ellenőrizd le az összes csatlakozót és kábelt.
Nem tört-e meg a forrasztásnál az ágy tápjánál.
Az ágy rugóknál és az iratkapcsoknál nem jött-e e lakkréteg, s nem ér -e hozzá a nyákön lévő csupasz fűtőszálhoz rugó vagy csipesz.
Azt mondják az a sárga csatlakozó hamisítvány az ágy tápkábelén és az is hajlamos olvadni.A hotend körül is érdemes nézni. Azt is, hogy nem dörzsölődött-e le szigetelés valamiről.
Kijelző nem ír-e hibát, hőmérséklet miatti letiltást. ...
[ Szerkesztve ]
-
-
#26166
 Mr.Csizmás
titán
Holleanyo
#26163
Mr.Csizmás
titán
Holleanyo
#26163
Mr.Csizmás
titán
válasz
Holleanyo
#26163
üzenetére
Cr-10 Ender3 Direct BMG Bondtech Extruder E3D v6
eddig ez volt, aztán cseréltem:
Ender 3 CR-10 Direct Drive BMG Bondtech Extruder E3D V6 and Volcano
2 db, csigaventit nem nyírja ki mert függőlegesen van (ferdén meghal), és kis súlyú, nem a hero féle 56 db-ból álló félkilós bumszli. -
azbest
félisten
válasz
Holleanyo
#25859
üzenetére
Azért nem feltétlen jó ötlet. Lehetnek benne mérgező adalékanyagok. Kb csak poénból, meg kis mennyiséghez mondta. Egyébként lengyel gyártmány. Meg lehet 0.065 inch módon van megadva a mérete. Ha jól látom a videón ő is ilyet használ, ami átszámolva 1.65, viszont ő megmérte és ott 1.75 -öt közelítette. Bár másik snitten meg 1.7 volt írva. Plusz, ahogy mondja, a fűkaszához kifejezetten nedvesen ajánlják, hogy ne törjön, de a nyomtatásnál meg pont a száraz nylon a jó.
[ Szerkesztve ]
-
Saccco
nagyúr
válasz
Holleanyo
#20899
üzenetére
Z seam alignment.
Van felhasználói beállítás is hozzá.----------------------
(#20898) Mr.Csizmás:
Kiidegel, hogy a Cura-ban jól működő start script, a PS-ben nem működik rendesen. Túl lazy vagyok, hogy kitaláljam hogyan tudom pont ugyanúgy működtetni.
Az is eléggé zavar, hogy nincs sötét téma. -

-kdM-
senior tag
válasz
Holleanyo
#16645
üzenetére
Facebook csoportokban azt mondták az okosabbak, hogy elsősorban számolni érdemes ezeket az értékeket. Ha valamelyik adatban nem vagy biztos, akkor is inkább egy ilyen kalibrációs kereszttel érdemes próbálkozni.
Én is skálázgattam össze-vissza a 2 centis kockát, amivel olyan estep értéket kaptam aminek 15-20 centis tárgynál már mm-es szórása volt. Aztán kinyomtattam egy kalibrációs keresztet ami pedig tizedmillire azt az értéket adta amit a kalulátor számolt.
-
-

izisz
senior tag
válasz
Holleanyo
#16622
üzenetére
16626:
A mérőeszköz is simán csalhat 0.1-et (feltéve, hogy nem valami ipari tolómérőd van, de akkor is, műanyagot mérünk, kicsit erősebb szorítás máris kiad 0.1mm-t mínuszba).
A Z magasságot a perem legszélén próbáld mérni. A kitöltésnél dudor lehet (nem teljesen sík), ami csalást okoz. Ha nem teljesen sík a fedő réteg, az pedig túlextrudálás.
A helytelen asztalszint is okozhat méret eltérést (túl közelre állítva negítv, túl távol, pozitív irányú méretkülönbség).
Z-hop használata esetén a léptető motor pontatlanságai halmozódhatnak, így a nyomtatás végére méretdifi alakulhat ki (ritkán fordul elő, de a lehetőség megvan rá). A gyártó is meghatároz egy hibahatárt, ami előfordulhat pozícionálás során.
A 3d modell rajzon szereplő mérete is befolyásolhat, pl. a modell magassága nem egész számú többszöröse a tervezett réteg vastagságnak.
Frissen elkészült modell mérete nem ugyanaz lesz (értsd még meleg, langyos), mint a kihűlt modellé. (főleg ABS esetén)
Ha a fal egyenetlen (alig látható is számít), az is okoz méretbeli pontatlanságot méréskor.
Amennyiben pl. egy 10,100,200mm oldahosszú tetszőleges tárgyat megmérve a pontatlanság arányosan nő, akkor step/mm értékkel kellene játszani. Amennyiben a pontatlanság fix minden tesztelt oldahossznál, akkor mechanikai hibára gyanakodnék.
A kocka sarkainál (főleg ha a fizikai modell pont 90°-os sarkú), nem érdemes mérni, mert a nyomtatás sajátsága miatt soha nem lesz 90°-os a szög, inkább blobos lesz (kisebb vagy nagyobb mértékben). képzeld úgy, mint a CNC marókon a marószárat. Hengerpalást forma, ergó sosem tud pont (belső) derékszöget kimarni. Inkább az oldallapok közepe körül mérj (ami szintén csalhat, mondjuk negatív irányba). Ezért érdemes már tervezéskor az ilyen szögeket lekerekíteni/letörni, amennyiben lehetséges. (Accel-Jerk szempontból is ez az ideálisabb megközelítés tervezéskor)
Ha elefánttalpasra sikerült, akkor ott se mérj vagy előbb sorjázd körbe (sorjázó kézikészülék)
Ha köröket/furatokat mérsz, soha ne számíts tized pontos méretre. A rajzolt modell ugyan körívet határoz meg, de az stl konvertálás során (felbontástól függően) tetszőleges oldalú sokszög lesz. Ezért is van az, hogy pl. 3mm-re tervezett furat szinte soha nem lesz pont 3mm belső átmérőjű (kisebb lesz). Ebben mondjuk közre játszik a falak lepakolási sorrendje is. Minél kisebb a furat, annál rosszabb lehet a difi. Nagyobb furat, jobb pontosság.
A szíjak feszessége is nagyon meghatározó lehet (laza szíj=garantált pontatlanság). De a túl feszes sem optimális (pl. ha műanyag idomok közt feszül a szíj, az idom engedhet keveset irányváltásoknál)
A motor fogaskerekének apró elmozdulása (ha nem teljesen fix) is okozhat (irányváltásoknál) hibát.
A nagyon pontos E step beállítás (+finomhangolás flow-val) is nagyon fontos. És nincs rá garancia, hogy ami az egyik anyagnál+színnél/hőmérsékletnél/sebességnél jó volt, az jó lesz, ha valamelyik előbbi paraméter módosul. Vagyis újabb mérethiba okozó lehetőség.Ezek csak általános megjegyzések, nem kifejezetten a te problémádra, inkább gondolatébresztő, hogy mire lehet gondolni első körben méret pontatlanság esetén (és a lista tuti nem teljes és hibákat tartalmazhat
).[ Szerkesztve ]
-
#16623
Mr.Csizmás
titán
Holleanyo
#16622
Mr.Csizmás
titán
válasz
Holleanyo
#16622
üzenetére
MyDD BMG+V6-ot összerakni, de lehet kiborítom a dobozaimat, hátha van még
-
#16620
Mr.Csizmás
titán
Holleanyo
#16618
Mr.Csizmás
titán
válasz
Holleanyo
#16618
üzenetére
én, csak előtte vennem kéne csavarokat. persze sehol nincs a városban ilyenek:
brass insert M3x4 (menetes betét műanyagba)
2x M3x20 socket head screws
2x M3x8 flat head screws + 2 M3 washers + 1 M3x6 socket head screw (to attach the rear body to the X-carriage)
4x M3x25 screws (to attach the Noctua fan)
2xM3x20 socket head screws (to attach the front and rear body together)
2x M3x6 socket head screw to attach the fan shroud[ Szerkesztve ]
-

Holleanyo
tag
válasz
Holleanyo
#16545
üzenetére
Ender3 Firmware csere 2. rész
Ott tartottunk, hogy helyesen USBasp néven megjelent az eszközünk az Eszközkezelőben.
Telepítsük fel innen : [link] az Arduino IDE programot a PC-re.
Töltsük le a mellékelt linkről a TH3D oldaláról a legfrissebb Marlin-t.
Csomagoljuk ki egy mappába. A főkönyvtárban keressük meg a OpenFirmwareWindows.bat nevű bejegyzést.
Kattintsunk rá duplán és meg fog nyílni az Arduino IDE programban.
Itt a Tools menüben állítsuk be a videóban mutatott paramétereket a programozó modul helyes felismeréséhez.
Kattintsunk ugyanebben a menüben a Burn bootloader gombra.
Ha jól csináltuk: hibaüzenet nélkül lefut a rutin. Most már túl vagyunk a nehezén!
Húzzuk ki a programozó modult és zárjuk le a nyomtató fedelét.
Egy USB kábellel kössük össze a PC-t és az Ender3-t.
Á Arduino IDE menüjében a Tools fülön állítsuk át a programozó paramétereit az USB kábelnek megfelelően.
Keressük meg a megnyitott fülek között a configuration.h nevezetűt. Lépjünk bele és a videó alapján igazítsuk hozzá a konfigurációs beállításokat az Ender3 gépünkhöz. pl. Az Ender3 elöl ki kell törölni a kettős per jelet. Így a program tudomására jut, hogy Ender3 géppel van dolga. Egyéb beállításokat is végrehajthatunk itt pl. a bejelentkező feliratot is módosíthatjuk.
Ha végeztünk akkor a menü tetején a pipa jelre kattintva ellenőrizhetjük, hogy rendben le tudja-e fordítani az általunk módosított Marlint.
Ha igen, akkor kattintsunk a jobbra nyílra a menü tetején. Ez elindítja a flash-selést.
Ha ez is rendben lefut - igyunk egy hideg sört
Remélem tudtam segíteni! -

TheProb
veterán
válasz
Holleanyo
#16457
üzenetére
Ahogy már írtam, nemrég írtam erről. Not in sync-es hibát nekem akkor dobott, mikor nem megfelelő board volt kiválasztani. Az én esetemben az termék aliexpress-es oldaláról kellett leszedni a specifikus fájlokat és bemásolni az arduino folder megfelelő helyére. Szerintem itt is hasonló lehet a gond.
-
Saccco
nagyúr
válasz
Holleanyo
#16454
üzenetére
Bootloader-ed akkor van?
Tegyél fel egy sima Marlin-t. Jobban jársz vele, mint egy ilyen kínaikituggyamivel.szerk.:
Úgy nézem amit TheProb linkelt ott is normális flash-eléssel kerül fel, inkább egy ilyesmi útmutatót kövess.[ Szerkesztve ]
-
-
#16370
Mr.Csizmás
titán
Holleanyo
#16369
Mr.Csizmás
titán
válasz
Holleanyo
#16369
üzenetére
de van, csak kattints ide + u8glib kell talán, programozónak megfelelő chipet kiválasztani, stb.
octo-n meg kell a firmware update plugin mindenképp, meg azon is hákolni még ssh-ból.
[ Szerkesztve ]
-
izisz
senior tag
válasz
Holleanyo
#15917
üzenetére
Majd az ender tulajok kiokosítanak alaposabban eme kérdésben, sose tudom, milyen lap abban a nyomtatóban.
Egyébként, ha van bootloader az AVR chipben, akkor csak usb-n összekötöd a Pi-vel (amin az Octoprint van).
És ha nem akarsz nagyon elmélyülni a részletekben, akkor ezt a plugint felrakod OP-be. (avrdude ehhez is kell, de ott a linken a leírás a telepítésre)
Ha nincs bootloader, akkor vagy egy másik ardunio lapot felprogramozol ArdunioISP sketch-el - így csinálsz belőle programozót - vagy USBASP programozót is használhatsz bootloader töltéshez (is).[ Szerkesztve ]
-
izisz
senior tag
válasz
Holleanyo
#15914
üzenetére
Ez azt jelenti, hogy nincs EEPROM használat engedélyezve a FW-ben.
"Recv: echo:Hardcoded Default Settings Loaded" - ez utal is rá
Ha cserélnél FW-t (marlin), ez legyen engedélyezve a configuration.h file-ban//#define EEPROM_SETTINGS // Enable for M500 and M501 commandsMíg nem cserélsz, addig egyszerű workaround, ha az M92 gkódot használod a start gcode szekciódban.
[ Szerkesztve ]
-
#15909
 2thletme2day
őstag
Holleanyo
#15907
2thletme2day
őstag
Holleanyo
#15907
2thletme2day
őstag
válasz
Holleanyo
#15907
üzenetére
Az M500-al mented az eepromba a beállított értékeket így nem vesznek el a nyomtató kikapcsolása után sem.
Egyébként ezen az oldalon megtalálod az összes Marlinban használatos gcode-ot és leírásokat a parancsokkal kapcsolatosan.
-

Ra3
őstag
válasz
Holleanyo
#15699
üzenetére
Ez engem is érdekelne hogy van-e valami egyszerű módszer, pl ha csak a configuration.h-ban szeretnék valamit átírni.
Elkezdtem ugyanezt a 4max-ra yt videó alapján, de az ArduinoIDE compile során a harmadik vagy negyedik hiba kijavítása után meguntam, mert még mindig nem volt jó.
-

konkav
csendes tag
válasz
Holleanyo
#15625
üzenetére
El fog. Nekem RPi3 A+-on is elmegy. Letöltöd az OctoPi-t, ez komplett oprendszer+octoprint, és felrakod az SD kártyára. Beállítod a wifit, berakod a kártyát a RPi-be, és elindítod. Utána csatlakozol PuTTY-val, copy/paste kb. 10 sort a leírásból, és már meg is vagy
Ender3-hoz van config. Itt van a hivatalos telepítési leírása. Én 4MAX-ra raktam fel, és negyed óra alatt működött. Utána szoptam rendesen, mert nekem pont nem volt jó, hogy az USB kábelen keresztül kapcsolódjon, de ez már az én hülyeségem Ha Windows-os PC-t használsz, akkor Notepad++-t használj a wifi config beállítására. A sorvégek mások Windows-on és Linux-on, és a sima Notepad nem boldogul ezzel.
-
konkav
csendes tag
válasz
Holleanyo
#15615
üzenetére
Ha már firmware telepítésen gondolkozol, meg RPi-n, akkor vágj bele a Klipper-be. Elég hozzá a RPi3 A+ is, a firmware telepítése 3 parancs, és nem kell ArduinoIDE-t sem telepíteni. Ezen kívül minden nyomtató paraméter egy szöveges fájlban van a RPi-n, ha pl. step értéket szeretnél változtatni, átírod, octoprint-ből kiadod a restart_firmware parancsot, és kész.
-

Reggie0
félisten
válasz
Holleanyo
#15598
üzenetére
Ha tovabb tekered a gombot, akkor sincs semmi lefele? Akkor mindenkeppen frissitsel szoftvert. Ehhez kell egy arduino vagy raspberry pi. A lepeseket megtalalod itt valamelyik regebbi kommentemben.
(#15599) konkav: Orange pi-t lehet ebayrol paypallal is rendelni es alig dragabb. Annyit meger a biztonsag.
(#15597) imibogyo: A gyari olyan jol tapad, hogy nekem felszakitotta a kozepet, amikor probaltam leszedni rola a targyat. Amugy ender 5-hoz meg mindig nem arulnak alkatreszeket? A 3-mast atepitenem 5-osre, de nem akarok minden femet/motort/vezerlot ujra megvenni.
[ Szerkesztve ]
-
Reggie0
félisten
válasz
Holleanyo
#15547
üzenetére
Fuggoleges tengely menten 180 fokkal. Amugy hiaba nem tunik nagynak a suly, ha nagy az erokar, akkor nagy lesz a forgatonyomatek.
(#15551) TheProb: A nylon eleg jo anyag. Fogaskerekeket is abbol erdemes nyomtatni es az iparban abbol szokas, ha nincs szukseg femre.
[ Szerkesztve ]
-
Reggie0
félisten
válasz
Holleanyo
#15545
üzenetére
Persze. A menuben Control->Motion->Steps/mm->E steps/mm
Nem tudom mennyit kell tekerni rajta, ha duplazni kell lehet jobban jarsz, ha leveszed a gombot es befogod egy csavarbehajtoba, mert 90 koruli ertekrol 180 kore kell feltekerni 0.01-es lepesekben...Nem kell ellensulyt rakni a sin tuloldalara? Gyarilag ilyen egysoros gorgokkel ellatott gepekre nem igazan raknak ekkora tomeget, lehet igy nem sokaig huzza a gorgo/csapagy az nyiro/oldaliranyu eroket. Vagy legalabb at kene forgatni, hogy a stepper legyen a sinhez kozelebb es a ventillator tavol.
[ Szerkesztve ]
-
TheProb
veterán
válasz
Holleanyo
#15422
üzenetére
Igazából bármilyen vas-ra fel lehet heftelni az octoprint-et, csak ha nem raspberry-vel próbálkozol, akkor picivel macerásabb, de nem vészes. Én tavaly egy régi HP vékonkliensre, most meg muter levedlett netbook-jára pimpeltem fel. Alap debiant kb egy kenyérpirítóra is fel lehet tolni, onnan meg már csak követni kell a guide-okat.
Szóval ha jó a budge megoldás és van valami levetett régi vas, akkor nem muszáj venni málna pc-t.
(#15406) Mr.Csizmás: Hm. Én hétvégén a dobozban lévő szivacslapot tettem be alá, nem rossz az sem.
Más: Nem tudom magam elkötelezni egyik slicer mellett sem. Igazából nyomtatós "pályafutásom" alatt kb 85%-ban Cura-val dolgoztam, de mindig kikacsintgattam más irányba. Megint előszedtem S3D-t, meg pl a Slic3r-t, de valahog egyik sem az igazi. Slic3r jónak tűnt elsőre, de inkább elengedem a kezét. Pl. se printing time-ot nem kalkulál, meg nem lehet egzakt méretmegadással átméretezni a modellt. Legalábbis nem jöttem rá.
S3D-ben igazából a process-es dolog tetszik a legjobban. Oké, hogy cura is tud már hasonLÓt, de azért azért egy fokkal komplikáltabb. De szerint összességében maradok cura mellett, még mindig itt találom fel magam a legjobban.
[ Szerkesztve ]
-

bigrob
őstag
válasz
Holleanyo
#15422
üzenetére
Semmi baj az alis cuccokkal, én is onnan vettem kb annyiért táppal és memóriakártyával mint itthon a sima Pi-t adják. Neked kell eldöntened mennyire sürgős.
Ha valami csoda folytán nem azt kapnád (...) akkor meg dispute, leírod 2 mondatban mi a bajod +1 kép és 1 héten belül jön vissza a della..
-

KIZS
aktív tag
válasz
Holleanyo
#15422
üzenetére
PI-t tudtommal csak UK-ban gyártanak. Ami kínai az másolat.
Ez nem feltétlenül probléma, csak a kínai másolatoknak elég nagy a minőségi szórásuk...Nekem egyébként RPI 2B -n megy az egyik a Octopi (3B-n a másik) és simán elviszi. Persze kell bele egy wifi dongle ha wifi-n keresztül akarod elérni. És nem kellett trükközni a felrakással sem. Simán letöltöttem az Octopi SD image-t, kiírtam, beleraktam és működött...
Használt 2B-t meg pár ezer forintért itthon is lehet találni.[ Szerkesztve ]






















![;]](http://cdn.rios.hu/dl/s/v1.gif)




























Új hozzászólás Aktív témák
 poli27
poli27- Videoteszt A 3D nyomtatás sikerének alapja
- Gaming notebook topik
- PROHARDVER! feedback: bugok, problémák, ötletek
- Politika
- Különleges hátlapot kap az S25 Edge
- Milyen asztali médialejátszót?
- Samsung Galaxy S23 Ultra - non plus ultra
- Milyen asztali (teljes vagy fél-) gépet vegyek?
- Vivo X200 Pro - a kétszázát!
- Samsung Galaxy S25 Ultra - titán keret, acélos teljesítmény
- PlayStation 5
- További aktív témák...
