-

GAMEPOD.hu



Új hozzászólás Aktív témák
-

nézzbe
aktív tag
Neem itt nem jók a beállítások, amugy 2.5m
 , nekem a fej átmérője 0,4-es ergo 0,4 lenne a réteg is mert olyan vastag a "húrka" de vehetem 0,2-ra így kétszer annyi réteg lesz, jobban össze is nyomja így az anyagot tapasztalatom szerint sokkal masszívabb lesz.
, nekem a fej átmérője 0,4-es ergo 0,4 lenne a réteg is mert olyan vastag a "húrka" de vehetem 0,2-ra így kétszer annyi réteg lesz, jobban össze is nyomja így az anyagot tapasztalatom szerint sokkal masszívabb lesz.Slicer hibák .. majd a fejlesztők igyekeznek
-
-
nézzbe
aktív tag
Építve lett a gép, az arduinos vezérlés meg nem egy bonyolult dolog, aki megírta hozzá az SW-t annak volt nehéz feladata
 Nekem is szoktak lenni fekete pontok általában a fejen szénné égett műanyag darabok kerülnek bele de nem jellemző annyira.
Nekem is szoktak lenni fekete pontok általában a fejen szénné égett műanyag darabok kerülnek bele de nem jellemző annyira.
A kitöltésnél meg lehet mondani hogy milyen finomságú legyen, én is méhsejtszerkezet kitöltés alkalmazok kb 3-4 mm lehet a sejt nagysága, ebből származó felszíni deformációval még nem találkoztam. Válts esetleg egyenes kitöltést 90 fokos rétegenkénti elforgatással és ott nagyon sűrűre szinte akár tömören is kinyomtathatod amit szeretnél, de persze sokkal időigényesebb.Pár képet dobsz fel a gépről, illetve nyomtatott dolgokról ? lehetne azonos tárgyat kinyomtatni azonos beállítások mellet aztán össze is lehetne hasonlítani a két nyomtatót
[ Szerkesztve ]
-

Kiglerx
tag
Jah, hogy ilyen komoly CNC-re gondoltál
Az FDM (szálolvasztós) technológiánál ami probléma, hogy mekkora nózit (nozzel-t) használsz. Vegyük azt, hogy egy 0,3-as átmérővel rendelkezőt használsz és z irányban 0,1-es felbontással dolgozol. Akkor a a nyomtatásnál a kijövő 0,3-as olvadékot kilapítja. Ki lehet számolni, hogy milyen széles lesz az.
Szerintem megfelelő beállítással egy akár egy sima favázas nyomtató is tud jó minőséget produkálni. A felület utána kezelhető, csiszolható, fúrható. (alapvetően Makerbottal dolgozok és a furatokat inkább kisebbre hagyom, és 2-3 fal réteggel nyomtatom ki, és utána felfúrom, hogy a lehető legpontosabb legyen)Mondjuk ezeknél a nyomtatóknál (favázas) nem elvárás szerintem senki se részéről, hogy századpontosan nyomtasson.
Sebességet nézve, azt tapasztaltam, hogy az ABS-nek minimum 30-40mm/s kell.
-

RCH663
aktív tag
Vezérlési szempontból logikailag nincs nagy különbség.
Gondok:
A cnc mechanika lassú, nem erre van tervezve.
A vezérléséhez kell egy átalakító progi, ami a meg tudja eteni a cnc-vel a 3d-s g-kódot, de az extrudert direktbe kell vezérelned.
Vérnyúl csinált egy teszt darabot a cnc-re, elvileg működik, de nagyon lassú. Egy olyan nyomtatás ami deltával kb 40 perc, az cnc mechanikával 4-5 óra.


 , nekem a fej átmérője 0,4-es ergo 0,4 lenne a réteg is mert olyan vastag a "húrka" de vehetem 0,2-ra így kétszer annyi réteg lesz, jobban össze is nyomja így az anyagot tapasztalatom szerint sokkal masszívabb lesz.
, nekem a fej átmérője 0,4-es ergo 0,4 lenne a réteg is mert olyan vastag a "húrka" de vehetem 0,2-ra így kétszer annyi réteg lesz, jobban össze is nyomja így az anyagot tapasztalatom szerint sokkal masszívabb lesz.


 Nekem is szoktak lenni fekete pontok általában a fejen szénné égett műanyag darabok kerülnek bele de nem jellemző annyira.
Nekem is szoktak lenni fekete pontok általában a fejen szénné égett műanyag darabok kerülnek bele de nem jellemző annyira.

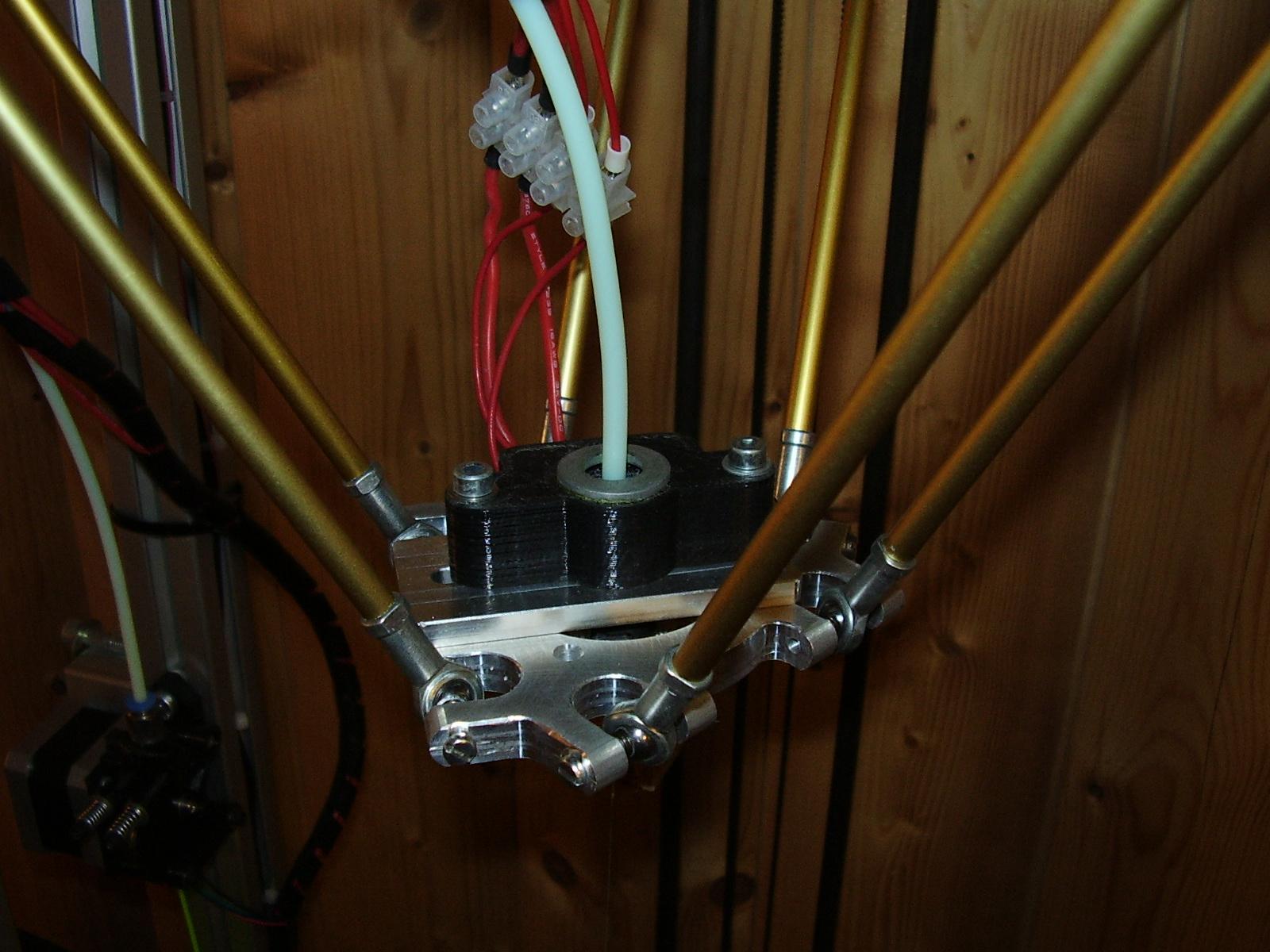

 Plusz most már az összes csukló le lett cserélve, most már egy mm-t se kotyog.
Plusz most már az összes csukló le lett cserélve, most már egy mm-t se kotyog.







Új hozzászólás Aktív témák
 poli27
poli27- Videoteszt A 3D nyomtatás sikerének alapja
