-

GAMEPOD.hu



Új hozzászólás Aktív témák
-

daninet
veterán
válasz
 ratkaics
#36299
üzenetére
ratkaics
#36299
üzenetére
fusion360 alapvetően egy solid modellező ami Nurbs elemeket használ. Ez annyit jelent, hogy nem háromszögekből definiált tárgyakat készít, hanem vektorok által határolt felületeket. Amikor egy STL fájlt importálsz egy mesh azaz hálós fájlt importálsz be ami háromszögekből áll. Van a fusion360-nak 1-2 funkciója mesh szerkesztésre, de ezek kimerülnek az összevon/kivon stb boolean műveletekben.
Van mód nurbs modellé alakítani mesh fájlokat de az az ingyenes fusion360-ban nincs benne.Namost, amikor nem nyitja meg a fusion az stl-t kettő dolog történhet:
1) önmagát meteszi valahol a model (hibás a model)
2) Nem zárt a mesh (fusion alapvetően egy solid modeler, nem tudsz vele nyitott testeket készíteni)
3) túl sok a poligon és egyszerűen összeomlikTedd fel a blender-t és nyisd meg abban. Ha csak annyit akarsz, hogy átméretezed vagy megnézed mi az tökéletes lesz a blender is most. Nyilván a blenderrel mindent lehet modellezni, de most feltételezem, hogy nem akarod csak ezért megtanulni. A lényeg az lenne, hogy kiderítsd mi a model baja.
Egyébként ez itt némileg offtopik, van fusion360 topik
[ Szerkesztve ]
Miért vegyem meg, ha 3x annyiért, 3x annyi idő alatt megépíthetem? ´¯`·.¸¸.·´¯`·.¸><(((º>
-
daninet
veterán
Szerintem engem átb@ctak a kínaiak egy gagyi PEI lappal. Spóroltam 10ezret aztán most így jártam.
 Komolyan jobb volt egy hónapja, de most mintha megszűnt volna tapadni rá bármi.
Komolyan jobb volt egy hónapja, de most mintha megszűnt volna tapadni rá bármi.
Csak hogy kizárjak minden változót és tényleg nem én vagyok a balfék (mármint azon kívül, hogy átbactak ezzel a sz@rral ):
1) Asztal szintezve van, ABL működik, első layer magassága tökéletes (0.3mm)
2) A PEI lapot mostam mosószeres vízzel és áttöröltem IPA-val, lényegében steril
3) Felület hőmérsékletét ellenőriztem infrás hőmérővel, PETG-t nyomtatok, asztal 80 fokos
4) Első réteget hűtés nélkül nyomtatom 25mm/s sebességgel, 225C hőmérsékleten.
Gyakorlatilag ahogy megy a nyomtató pereg le róla a cucc. Mintha az ellenkezőjét csinálná amire ki van találva
Fiberlogy PETG az anyag, de PLAval is ugyanez a helyzet.

Miért vegyem meg, ha 3x annyiért, 3x annyi idő alatt megépíthetem? ´¯`·.¸¸.·´¯`·.¸><(((º>
-
-
#36310
daninet
veterán
JulianSinulf
#36308
daninet
veterán
válasz
 JulianSinulf
#36308
üzenetére
JulianSinulf
#36308
üzenetére
most az egészet lemostam szappannal meg szivaccsal úgyhogy bármi volt rajta már nincs rajta
Miért vegyem meg, ha 3x annyiért, 3x annyi idő alatt megépíthetem? ´¯`·.¸¸.·´¯`·.¸><(((º>
-
#36311
 JulianSinulf
senior tag
JulianSinulf
senior tag
JulianSinulf
senior tag
Sziasztok
Ilyen motortartót hol tudnék venni EU-s eladótól?
Nyomtatható verzió is jó lenne. -
#36312
 fboldog
senior tag
JulianSinulf
#36311
fboldog
senior tag
JulianSinulf
#36311
válasz
JulianSinulf
#36311
üzenetére
Nyomtatni is lehet: https://www.thingiverse.com/thing:3786539
üdv.: Boldog Ferenc
-
#36313
 #19103744
törölt tag
JulianSinulf
#36311
#19103744
törölt tag
JulianSinulf
#36311
#19103744
törölt tag
válasz
JulianSinulf
#36311
üzenetére
-
#36317
#19103744
törölt tag
JulianSinulf
#36316
#19103744
törölt tag
válasz
JulianSinulf
#36316
üzenetére
VPN segíthet.
-

ratkaics
senior tag
Sziasztok!
Az épp nem használt filamentekre (PLA, PETG), van valami jó tárolási módszer?
Mert ugye mindenhol azt lehet olvasni, hogy a levegő páratartalma rosszat tesz neki.
Esetleg vákuumfólia, vagy valami "egyszerűbb" otthoni praktika, hogy sokáig jó legyen?Olyan nincs, hogy valami nem sörnyitó ....
-

dugesz77
őstag
válasz
ratkaics
#36318
üzenetére
Szilikagél , tárolódoboz, simítózáras nylon zacsi(ebből érdemes a vastagabbat venni ,90 mikronos már jó) az IKEA halpikkelyest tudom ajánlani
[ Szerkesztve ]
-
daninet
veterán
válasz
 #19103744
#36314
üzenetére
#19103744
#36314
üzenetére
egy vékony ködölés hajlakkal csodákat tett. Tudom, hogy PEI-t nagyon nem szabadna meg nem kell, de szerintem ez egy sz@r így most könnyű szívvel lefújtam. Azóta tapad sokadik print is

Miért vegyem meg, ha 3x annyiért, 3x annyi idő alatt megépíthetem? ´¯`·.¸¸.·´¯`·.¸><(((º>
-
#19103744
törölt tag
válasz
 daninet
#36321
üzenetére
daninet
#36321
üzenetére
Néha ezt használom. Leginkább ha nagyon kicsi a modell (és nem akarok peremet, tutajt) elég jól megfogja. Nagy modellnél ez sem segít. A tárgyasztal közepe és a széle között 10 fok van. Ha magas a modell elvetemedik, elválik... Oda kellene csavarozni mert eddig még Z10-15 felett minden elvetemedett ha X vagy Y 300 körüli vagy nagyobb. Csónakot csinál belőle. PLA-val PETG-vel mindegy. (X2)
Csak az SR-en van PEI lap, 70-ig -5, 80-nál már -10, 100-nál -12-13 fokkal kevesebb a valós hőmérséklet és kb. 2.5 évvel a nyomtatás előtt el kell kezdeni fűteni. Dilemmába is vagyok, h. merjek-e ABS-el nyomtatni. Akkora a hőveszteség, h. a kalibráció nem fut le. Először közvetlenül a bed-re ragasztottam, nagyon sokkal rosszabb a hővezetés. Az üveglap jobban teríti de azzal is csak ilyen. PEI-vel egy 40mm Azurefilm PETG simán képes elvetemedni. Az üveggel -5 fok volt a veszteség a széleken.[ Szerkesztve ]
-
daninet
veterán
válasz
#19103744
#36323
üzenetére
Nekem is kevesebb a hőmérséklet felül, de ez normális. Raktam alá egy 6mm alu lapot, eléggé egyenletes a hőeloszlás. max 2-3 fok eltérést mértem a felületen, talán a széleken ahol szigeteletlenül az alu látszik ott hidegebb 5 fokkal de ez tényleg a legszéle. De PETG-hez nekem is 95 fokra kell állítani, hogy 80 legyen.
Duet lapoknál (és szerintem klippernél is) lehet olyat csinálni, hogy bereszeled az alu lapot felül, beraksz egy második hőmérőt és létrehozol egy virtuális fűtőelemet aminek csak hőmérője van de fűtője nincs. És megoldható az, hogy a tárgyfűtés a felső hőmérőt vegye alapul ne az alsót. Én ezt tuti megcsinálom nemsoká[ Szerkesztve ]
Miért vegyem meg, ha 3x annyiért, 3x annyi idő alatt megépíthetem? ´¯`·.¸¸.·´¯`·.¸><(((º>
-

bbmt
senior tag
Resinesek!
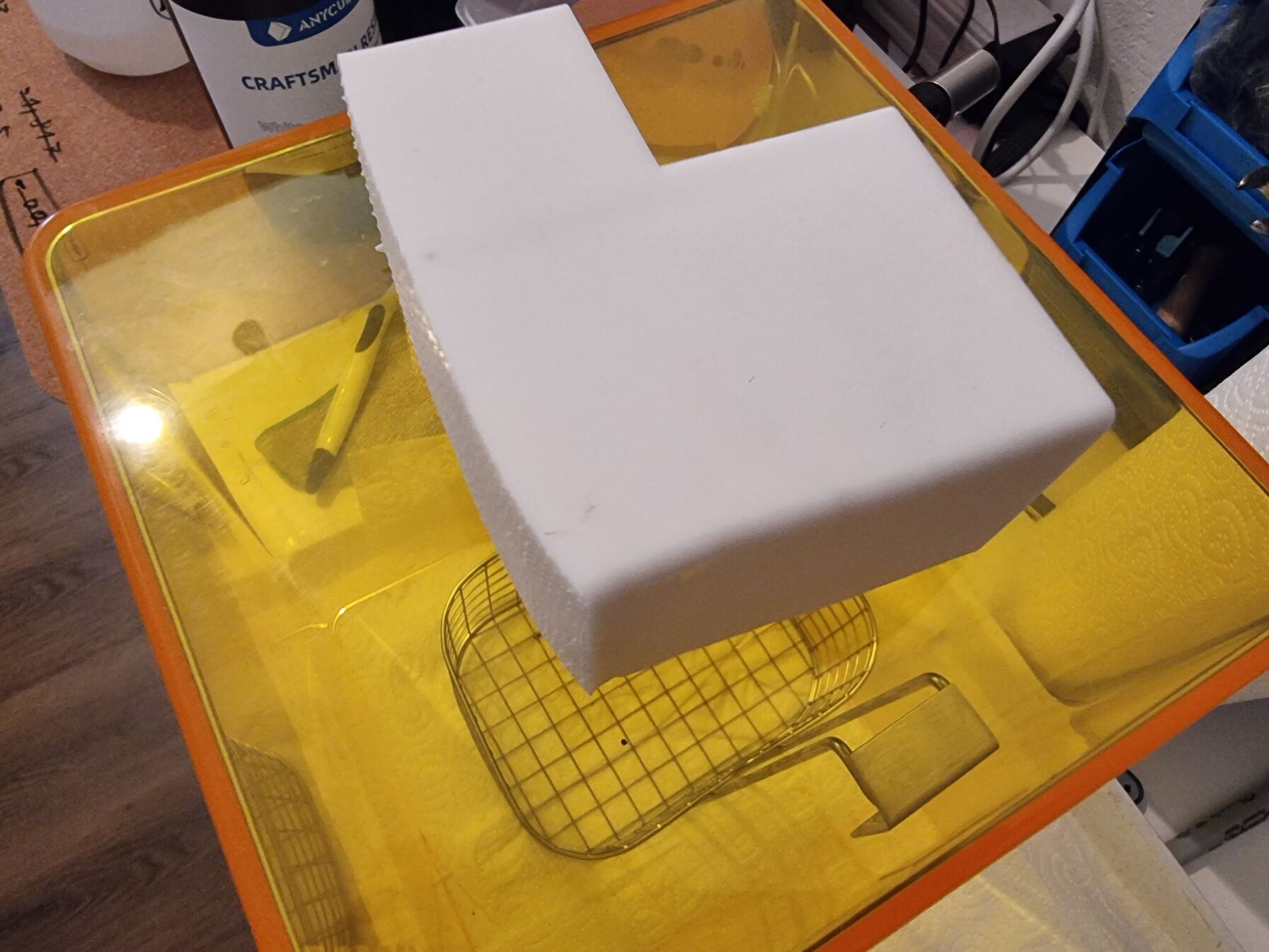
Mars 3 Pro a nyomtató, Craftsman resin, ílyen lett a tárgy.
A hosszanti alján volt a support. Mi okozza ezt a deformálódást? Súly?
Illetve, hogyan lehet beállítani, hogy a support érintkezése a felülettel ne hagyjon ekkora textúrát?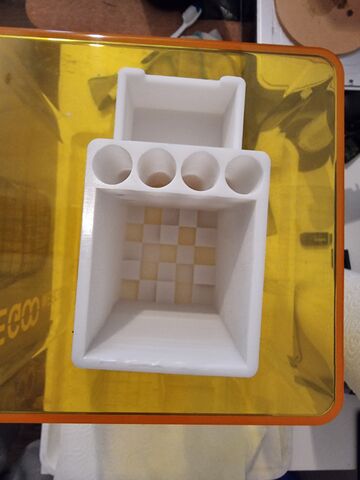


A kanál a gyengék villája
-
azbest
félisten
nem vált le nyomtatás közben azon az oldalon a tárgylemezről? Nem lazult ki a tárgylemez rögzítése?
Ja és a másik: nincs rajta lyuk, ahol levegő ki-be áramolhatna, amikor tunkolja? Gondolom nem segít, ha emeléskor és süllyesztéskor úgy viselkedik, mint egy nagy tapadókorong [link]
Gondolom utólag némi munkával és uv lámpával kitölthető kisebb lyuk, ha a végeredményen nem kell lyuk.
[ Szerkesztve ]
-
azbest
félisten
Attól, hogy a fala nem üreges, középen ott egy nagy tér, ami rácuppan a körbezárt négy fallal és tetővel a folyadékos tálca aljára. Ha nem vált le, akkor kinyújtotta a supportot gondolom, hiszen nem lapos az tárgylemez felöli oldal, hanem meghajlott.
Valószínűleg, ha lenne lyuk a tárgy tömör alján a tárgylemez felől, akkor könnyebben fel tudná emelni. Ha nem kell egymástól teljesen szeparáltnak lennie a henger alakú mélyedéseknek, a kisebbik és nagyobbik kamrának, akkor érdemes lehet azokat is összekötni lyukakkal egymással a tárgylemez felőli végükön. Ne legyen olyan tér, ami nem nyitott levegőre, amikor bele van merítve a folyadékba.
A linkelt videóban pont ezt mutatja egy pohárral szemléltetve, hogy mennyivel könnyebb a kilyukasztott aljú poharat kiemelni, mint a zárt poharat.
(tárgylemez - amin a tárgy lesz nyomtatáskor, azt emelgeti)
A szükséges support struktúra mennyisége és erőssége is függ ettől. Lehet lyukakkal kevesebb és vékonyabb support is elbírná, mert nem szívná rá magát a medence aljára.
[ Szerkesztve ]
-
-
#19103744
törölt tag
válasz
daninet
#36324
üzenetére
Ne csináld meg. ill. nem érsz vele semmit. Egyenetlen marad a hőmérséklet továbbra is. Azt kell elérni, h. az asztal teljes területe egyforma hőmérsékletű legyen a legtávolabbi pontokon is. Még ha kevesebb is, az kevésbé számít, mint a nagy különbség, max jobban fűtöd, de ha egyenetlen akkor vetemedést leválást okoz. Jó volna tudni, hogyan helyezkedik el a bed-ben a fűtősszál. Mert lehet, h. közepére tekert kettőt a kis kínai... jó van az úgy. Akkor meg csinálhatsz bármit, sosem lesz egyforma a hőmérséklet.
-
daninet
veterán
válasz
#19103744
#36331
üzenetére
Van hőkamerám igazából meg tudtam volna nézni, de telibe ráragasztottam már a hőszigetelést. Egyébként az alu nagyon jól elosztja a hőt, nincsenek nagy különbségeim. A szélén csak azért hidegebb mert ott nagyobb felületen hűl. Ha ragasztanék körbe hőszigetelést ez is megoldódna, de jelenleg nem érdekel különösebben, nem vetemedett még semmi.
Ennél sokkal furább dolgokat kell megfejtenem, mert ha felnyomom a sebességet 100mm/s fölé teljesen más dolgok történnek mint amit az ember megszokott a kínai nyomtatójától Miért vegyem meg, ha 3x annyiért, 3x annyi idő alatt megépíthetem? ´¯`·.¸¸.·´¯`·.¸><(((º>
-
#36333
JulianSinulf
senior tag
JulianSinulf
senior tag
Elkezdtem PETG-vel nyomtatni.
Úgy tűnik, hogy nálam 220 fokon lesz jó. A Bed meg 80/85 fok.
Nyomtattam két hőtornyot is. Az első egész könnyen lejött a felületről, a második már nem. Főleg a szoknyával, meg a nyomás beállító csíkkal volt gondom.
Aztán rájöttem, hogy meg kellene néznem, hogy a Smooth PEI anyaglistájában mi van. Hát az, hogy PETG-t ragasztóval. Még jó, hogy eszembejutott.
Kicseréltem a lapot Satin-re, remélem jó lesz. Az első réteg beállítását már nekem kellett megcsinálni, -2,1 offsot lett a vége.
Most nyomtatok egy Voron kockát, mert annyira tetszik
PrusaSlicer-ben kerestem a visszahúzást, de nem találtam. Az Azure fekete PETG nagyon hajaz.
Jelenleg mindig hagy egy csúnya nyúlványt a nyomtatás befejezésekor a tárgyon. Több tárgy nyomtatása esetén is csak az utolsón van. Gondolom nincs visszahúzás.
Szeretném a nyomtatás végén visszahúzni a szálat, akkor milyen parancsot kell beírnom a záró G-code-ba? -
#19103744
törölt tag
válasz
daninet
#36332
üzenetére
Igen a körbeszigetelés sokat segíthet, de az, ha nem egyenletesen melegít, sokat elárul a belső felépítésről. Persze amíg nincs körbeszigetelve nem tudjuk meg. 100mm-el nyomtatok az SR-el nem csinál furcsaságokat, ellenben a cura a minap megviccelt. Megbeszéltük, és meg is mutatta, h. a varrat X0 Y25. Erre mi történik? A modell egyik oldalát szépen telepontozta. Elviekben mindegy lenne, h. a Z seam relative be van-e kapcsolva vagy sem hiszen a model 0 tengelyen volt. Nem is érdekelne ha ez egy satu lenne... És vannak még más anomáliák is. Ha így haladunk egyszercsak jön a TEK, h. miért gyártok fegyvereket...
Találós kérdés. Már a tárgyasztalról levéve a kezembe maradt a felső darabja (nincs a képen). Utána konkrétan szétesett a következő rétegre a szürke részek mechanikai segítségre. Mi a hiba? -
#36340
#19103744
törölt tag
JulianSinulf
#36333
#19103744
törölt tag
válasz
JulianSinulf
#36333
üzenetére
G1 E-7 F1400 (7mm-t visszahúz)
Beírhatod a gép End G-code -jába is akkor nem kell többször...
A fekete azure nekem is csinálta. Mindent is állítottam már de nem sikerült megszabadulni tőle. illetve de igen. Elfogyott
Scallion sorry -

Scallion
senior tag
Én egy titkos keveréket
. De a sima elegoo is elég jó. sunlu sima. vagy jó volt az esun plant base de az hamar megromlik. Igazábol én minden resint kipróbáltam szinte.Az anycubic plant base se rossz.eono nem olyan jó, voxellab hulladék....stb stb (majdnem mindegyik ugyanaz a methacrylate)[ Szerkesztve ]
-
#36344
#19103744
törölt tag
JulianSinulf
#36343
#19103744
törölt tag
válasz
JulianSinulf
#36343
üzenetére
Még annyit h. a G92 E0 elé írd. Vagy írd utána még egyszer vagy 2x is ha nem kapcsolna ki. A folyamatot úgy tudod követni ha PC-ről hajtod a nyomtatót pl. Repetier-Host-al. A consolban látod, h. mi és mikor futnak le a kódok.
Egyébként a Prusában is van kereső. Ha magyarul fut akkor is tudsz angolul keresni ha a keresőablak alján bepipálod...[ Szerkesztve ]
-
daninet
veterán
válasz
#19103744
#36335
üzenetére
ha szétesik a nyomat rétegekre, az azt jelenti, hogy nem forrtak össze a műanyag rétegek. Vagy a hőmérséklet alacsony amin nyomtatsz, vagy túl gyorsan nyomod, vagy túl erős a hűtés. ezekkel kell játszanod
Miért vegyem meg, ha 3x annyiért, 3x annyi idő alatt megépíthetem? ´¯`·.¸¸.·´¯`·.¸><(((º>
-
#19103744
törölt tag
válasz
daninet
#36345
üzenetére
Majdnem. Elfelejtettem, h. a dugulós filament van fent (amiből rendeltem még 3 kg-ot
mert szeretek szívni) nem szabad 0,4-el nyomtatni. Ez egy részleges dugulás volt. kb. egy óra múlva mentem érte, természetesen kehült addigra minden. Már a tisztítószál sem akart átmenni. Felszúrtam de nem segített, így jött a radikális megoldás. 50W folyamatos pirítás szép hamuszürkére váltott, kis rézkefe és újra szépen csillog a réz JulianSinulf
Normális esetben nem is az End code-ban kell lenni hanem a szeletelőnek kell berakni valami ilyesmit.
"G1 E-1 F300; retract filament a bit before lifting" Az érték lehet több persze.
De az is segíthet ha a extrudert lekapcsolja és gyorsjáratban megy 0 pontra. A kettő együtt a leghatékonyabb. Mármint visszahúzás és emelés.[ Szerkesztve ]
-
#36348
JulianSinulf
senior tag
#19103744
#36347
JulianSinulf
senior tag
válasz
#19103744
#36347
üzenetére
Majd megnézem mi van a kód végén.
Megemeli kicsit és 0-ra kimegy. A tálcát is előretolja. Közben meg húz egy szép szálat. A tárgyról meg csípőfogóval kell levágnom.A szatén PEI lap szívat. A smooth-tal nem volt gondom, Prusa állította be. A szaténnal már -2,2-nél jár a Z eltolás. 3 tárgyat kinyomtatott gond nélkül. A negyedik kb. a felénél feljött. És valahogy úgy intézte, hogy a nozzle félig elmerült benne.
-

gezatata
aktív tag
Tanácsra lenne szükségem.
Ezt a forgásjelzőt szerettem volna kinyomtatni de kb. a 7. rétegtől kezdenek felválni az ágacskák végéi.
MK3S+, Steel Sheet lap, prusa PLA, PrusaSlicer-rel szeletelve, 0.1 réteggel.Egy hóember kérdezi a másiktól: Szerinted ki készített minket? Válaszul a másik: Senki. █ Az Isten szeretet, és aki kitart a szeretetben, az az Istenben marad, s az Isten is benne marad.








 Komolyan jobb volt egy hónapja, de most mintha megszűnt volna tapadni rá bármi.
Komolyan jobb volt egy hónapja, de most mintha megszűnt volna tapadni rá bármi.























Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Videoteszt A 3D nyomtatás sikerének alapja
