-

GAMEPOD.hu



Új hozzászólás Aktív témák
-
#3053
 Fotonhámozó
senior tag
szaki7
#3050
Fotonhámozó
senior tag
szaki7
#3050
-
#3054
 szaki7
tag
Fotonhámozó
#3053
szaki7
tag
Fotonhámozó
#3053
szaki7
tag
válasz
 Fotonhámozó
#3053
üzenetére
Fotonhámozó
#3053
üzenetére
Sajnos homokfúvót nem ismerek a közelemben, de megpróbálom a legjobb csiszolóvászonnal felérdesíteni.
Kis daraboknál jónak bizonyult az acetonban oldott ABS, de nagy daraboknál, amint elér egy bizonyos tömeget, leválik.
Amióta Newton kitalálta a II. törvényét, ami szerint állandó gyorsulásnál az erő a tömeggel egyenes arányban nő, azóta nehezebb nagy darabokat nyomtatni.
-

Bíírka
csendes tag
Hello,
Nem tudom aktuális e még a problémád. Nem vagyok szakértő pár napja van csak meg a nyomtatóm (Anet A8). Én is szívtam ezzel és végül ez a leírás segített: [link]
Ez alapján 0.2 layernél nálam 0.18- ra van állítva az initial layer.
A probélmám másik oka a nem sík bed volt. Fogok rá tenni üveget addig pedig marad az hogy lehetőség szerint nem középen nyomtatok és így elég jó first layerek születnek. Szerintem a extrusionhoz csak végső esetben nyúlj. Egyébként érdemes bekalibrálni az extrudert úgy ahogy itt mutatják.tiszetelt
-

adatfalo
senior tag
Hello!
Ellentétben a legtöbbünkkel az a problémám, hogy túlságosan tapad az üvegre a nyomat (4mm-es edzett üveglap). Olyannyira, hogy csak lefeszegetni tudom (pengével) az üvegről és sokszor megreped, eltörik a nyomat. Ugyan ez van PET-G-nél is, illetve PLA-nál is, PET-G-nél annyi volt jobb, hogy ha vízzel meglocsolgattam, akkor hallhatóan elkezdett lepattanni az üvegről, de nagy felületnél itt sem sikerült teljesen eltávolítani.
Használjak más üveget/lapot? Vagy a hőmérsékletekkel kéne játszanom (50fok körülre szoktam fűteni a Bed-et)?Üdv,
adatfalo
www.adatfalodesign.hu
-
adatfalo
senior tag
Valószínűleg ez lesz a megoldás, bár még próbálkozom 5-10 fokos asztal hőmérséklet csökkentéssel, csak tekintve, hogy bazi nagy a munkaasztal (~500x500) így középen tapad a legjobban, szélen kicsit rosszabbul (a hőfokok is minimálisan változnak).
beis-compo A fenti méretproblémák miatt hűtőbe nem igazán fér el, kihülni pedig mindig hagyom, mert sokszor este/délután indítom el a nyomtatást és következő nap reggel próbálom leszedni (órákkal a nyomtatás készenléte után).
www.adatfalodesign.hu
-
adatfalo
senior tag
Majdhogynem sehogy, sniccer pengéjével lekaparom az előző nyomtatásból rajtamaradt filament maradványokat, majd néha lefújom Multifoam Tisztítóhabbal és megy is vissza, de a hab nélkül is elég lenne áttörölgetnem. Úgy tűnik tényleg annyira közel nyomtatok az üvegre, hogy amiatt tapad rá ennyire, viszont most még az újrakalibrálás előtt lentebb vettem az asztal hőmérsékletet 40 fok-ra, kíváncsi vagyok, hogy mit eredményez.
www.adatfalodesign.hu
-

QbHead
aktív tag
Csatlakozzom hozzátok
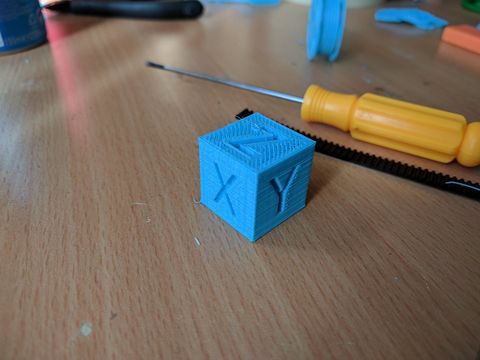
tegnap megjött a nyomtatóm és össze is raktam, STARTT (tronxy xy-100) nyomtattam vele pár dolgot de szzerintem még lehetne fejleszteni a minőségen nyomtattam egy kalibrációs kockát, van valakinek ötlete a kép alapjján hogy mit kéne csinálnom?
"A chiliszósz nem más, mint határozott fellépésű ketchup."
-

izisz
senior tag
Teteje mintha under extrusion lenne. Oldala z wobble vagy szijfeszesseg. Meretek stimmelnek?
Van itt egy forumlako kollegam, volkov-nemtommi neven. Irj neki, ugyanezt a nyomit nyustoli. Par upgrade cuccot mar felrakott, korrekt a nyomtatott minoseg igy. O is biztos segit. -
QbHead
aktív tag
Volkovval már régen beszzéltem mielőtt megrendeltem volna a nyomtatót
 de köszi
de köszi Méretek stimmelnek 0,01mm elrétések vannak csak, szíjfeszességen még dolgoznom kell. szíjjat milyet és hol tudok venni? találtam egy nyomtatható fájlt amivel megoldódna a szíjfeszesség állítás de ahhoz utána hosszabb szíj kellene.
"A chiliszósz nem más, mint határozott fellépésű ketchup."
-

DeniL
tag
 Szia,
Szia,javult a minőség, hogy már jobban be van állítba a heated bed és az extruder közötti távolság. Kipróbálom amit javasoltál. Köszönöm a válaszod.
(Kínlódok vele még azóta is. már annyi "szemét" kalibrációs kockát gyártottam, kezd kicsit kilenni vele....
Méretekben is van apró eltérés 0,2mm kb , meg nyomtattam pár cuccot és vagy fejhajlik a tárgy alja vagy nem tudom (pedig nehéz felszednem) de csónakos, mint ahogy látható a képen, de nem értem mi okozza.[ Szerkesztve ]
-
QbHead
aktív tag
Lenne még egy kérdésem hozzátok hogy a noozle az univerzális? tehát ha veszek valamilyet akkor nem kell figyelnem semmire és csak had jöjjön vagy itt is vannak értékek amire figyelni kell?
ha utóbbi van akkor a STARTT (tronxy xy-100) -hoz milyen noozle kell?"A chiliszósz nem más, mint határozott fellépésű ketchup."
-

Saccco
nagyúr
Sima Mk8-nak nézem. Az is M6-os. Ebből a szempontból átjárhatóak.
Ahogy nézem lehet venni ehhez is csak torkot, én tennék rá egy E3D blokkot és hozzá E3D fúvókát.
[ Szerkesztve ]
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
Bíírka
csendes tag
Ilyen csónakosodás nekem is volt. Én a következőket csináltam:
- Papíros szintezésnél addig állítom míg a papír nagyon húzósan mozog.
- Megemeltem 5 fokkal az initial layer hőmérsékletet. Így nekem most 205 fokon van ami fene tudja mennyire igaz viszont a lényeg hogy emeltem öt fokkal.
- Az initial layer nyotatási sebességet levettem 15mm/s- ra
- A flow most nekem 101%
- Ha nem kell raft vagy brim akkor mindenképpen beállítok skirt- et így már tuti jön anyag a fejből mire a lényeget kezdi nyomtatni.
- Ennek lehet a legkevesebb köze hozzá de a retraction distance- ot vissza vettem 1.5mm- re mert a default 6mm a curaban nagyon sok. (Ezt azóta hozzáértő ember megerősítette)Másra nem emlékszem.
Az anyag amit használsz jó minőségű?
tiszetelt
-
-

mazso26
tag
Retraction kalibrációt kellene csinálni első körben (ajánlom thingiverse ide vágó részét).
Szerintem a hőmérséklet jó lehet kb, a kis kémény nagyon szépen sikerült, ott látszana jobban ha megfolyik.
Hány perimeter-t használsz és milyen sorrendben (külső először vagy fordítva)? -
mazso26
tag
Korábban én is szinte Szent Grálként tekintettem E3D-re és valóban viszonylag jó minőségű termékeik vannak, de sajnos tapasztalatból mondom, hogy azért koránt sem felhőtlen a helyzet...
Rendeltünk kollégával tőlük pár dolgot még április közepén.
Heatbreak (allmetal v6), nozzle, szilikon sapi, LM8UU csapágyak.
Nozzle egész jó, mondjuk nem igazán van érdemi különbség pl. egy jobb minőségú anycubic nozzlival összehasonlítva.
Szilikon sapi - csodálatos, persze nem árt ha van hozzá E3D gyári heater blockod mert a kínaiak ilyen méretben nem gyártanak sajnos de azért rámegy csak bután néz ki.
LM8UU - szintén jobb minőségű kínai, rendelsz kintről értelmes beszállítótol 10 darabot abból 6 ilyen lesz.
Végére hagytam az igazi fekete levest - HeatBreak - szerintem vállalhatatlan minőség, pont a legfontosabb belső felületen, hogy ezt szemléltessem íme egy macro fotó:
Én még a legolcsóbb kínainál sem találkoztam hasonlóval ráadásul mindkettő ilyen...
Írtam nekik, hogy ez nem nagyon frankó találjunk ki valamit, válaszra sem méltattak 3 email 3 hét és semmi...
PayPal dispute rendezte végül a dolgot, de nagyon nagyot csalódtam bennük.
Szóval csak óvatosan.
A haribó az rendben volt
(lehet, hogy a képen jól látható hiba mellett is rendesen fog működni, ha egyszer ráfanyalodnék, de azért nem túl bizalomgerjesztő pláne, hogy egy kisebb vagyont elkérnek érte)
-
Saccco
nagyúr
válasz
 mazso26
#3080
üzenetére
mazso26
#3080
üzenetére
Az E3D-t csak formailag értettem. Mások is panaszkodnak rájuk. Az Anycubic-tól vettem minden ilyesmi cuccot. Egyelőre úgy értékelem, hogy jobban működik a Tarantula ezzel az E3D style blokkal és nózival.

Vennék én is all metal alkatrészeket, de a polírozás még nem megoldott részemről, így egyelőre hagyom, PLA-hoz amúgy sem szükséges.
Szilikon sapit úgy kell otthon gyártani.
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
QbHead
aktív tag
A heat block-ot nem tudom megállapítani hogy milyen viszont a felette lévő az E3D style (kerek hűtő lamellák ilyesmi
)
Retractiont 2-ről feltoltam 6mm-re, most nyomtatódik egy teszt. aztán egy benchy, amit nem láttál a képen hogy a benchy tetejénél nincsen teljesen kitöltve a réteg, mintha kevés lenne az anyag és nem kenné szét. ez mi lehet? under extrusion? megnéztem 100mm-nél 97mm tolt ki, ezt elméletileg korrigáltam de még mindig nem jó.[ Szerkesztve ]
"A chiliszósz nem más, mint határozott fellépésű ketchup."
-
mazso26
tag
6mm nem kevés, sőt... nekem korábban a több mint 600mm bowdenre is elég volt 4 de most az 500mm-nél sem kell több mint 3,3mm retraction se PET-G-re se PLA-ra.
Retraction speed-et visszavenném 900-ra.
Hány darab top layert használsz és milyen sebességgel nyomtatsz? Travel speed mennyi? -
Saccco
nagyúr
Lehet, hogy 5 fokkal csökkenteni kell az extrudálás hőfokát és meg is szűnik a jelenség.
[ Szerkesztve ]
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-

biker
nagyúr
másfél hónapja egy kisebb projekt kapcsán összehozott a sors mazso26 kollégával, akiben egy igazán profi szakembert ismerhettem meg. Egyszerre profi a 3D modell készítésben, az Autocad féle programokban, és a 3D nyomtatásban is. Rajzból készít modellt, modellből nyomtatási bontást.
Sajnos összeakadt egy makettezésben profival (szerénységem) akinek mindenféle műszaki megoldásokra szüksége volt, azt meg is oldotta pillanatok alatt (mindenféle egyedi szenzor tartó szerkezet nyomtatása)
És hogy elérjünk a lényeghez: elkezdtünk valós gép modelleket gyártani (makettek inkább), kézzel festve és összeállítva. Ezeket szeretném megmutatni:
Készült kezdésnek egy stretch fóliázó gép makett, aminél a nehézség, hogy csak a gyári leírásban lévő prospektus és egy "layout" jellegű körvonal méretek álltak rendelkezésre, ebből és az én méretezésemből készítette el a teljes 3D modellt, nyomtatta, én meg festettem és ragasztottam.
Mivel ez pikk pakk ment, nekiálltunk egy fólia áttekercselő gép makettnek. Ehhez kaptunk egy teljes autocad állományt, na ezen pont az ellenkezőjét kellett végeznie, a kis méretű elemeket eltüntetni, összevonni az egy csoportba tartozó elemeket (a modellen csavaronként megvolt minden), majd ebből a printer-ready állományt összedobni. Valami 60darabból jött ki a makett. meg egy hét mire össze lett szerelve, festve, száradásra várva. Minden mozgatható, ami az igazi gépen mozog.
Ha bárkinek szüksége van profi munkára, csak ajánlani tudom. Mi még sokat fogunk együtt dolgozni

Elektromos autó töltő berendezések | Mesterséges növényvilágítás | Mai ajánlatunk: www.gerisoft.hu | www.e-autotoltokabel.hu | www.agrar-vilagitas.hu |
-

section9
őstag
Az alábbi linkről kellene nekem a legutolsó zip fájlból a BENDER, két darab STRAP SCREW, a CRANK ASSY, a CRANK HANDLE és a CRANK SHAFT kinyomtatva, minél pontosabban és tartósan használhatóan, lehetőleg budapesti átvétellel.
OP-1 accessories
Körülbelül mennyire lesz ez nekem drága? Köszi! -
DeniL
tag
Szia,
köszönöm a tippeket, a papírlappal jól beállítottam a távolságot, visszatértem a skirtről a brimre, így már nincs felhajlás.
Kipróbáltam a retraction distance állítását, bár nem tudom mit kellene figyelnem. Egész jók a nyomatok, de most már az kezd zavarni, hogy nem derékszögű....kicsit rombusz, 1mm van benne....és nem tudom hol keressem a hibát.Beállítás kérdése, vagy szerelési (plexi váz, lógó bordás ékszíj stb...)
PLA sajnos valami kínai 1kg-s tekercs...
-
-
Dalee
aktív tag
Végre sikerült összeraknom az Anet A8-at.
Összeszereléskor volt egy két érdekesebb helyzet.
X tengely alsó vezető rúd - hiába püföltem gumikalapáccsal - nem akart bemenni a a helyére az X motor felől. Szétszedtem és a földre letéve a műanyag "left Z axis nut support"-ot akkor sikerült nagy nehezen a tengelyt beütni, többet nem is lehet kiszedni. Remélem az első püföléskor nem görbültek el a bal oldali Z tengelyek, kézzel tekerve a Z motorokat akadálymentesen mennek.Áram alá helyezve működik minden: motorok, fűtések, végállás kapcsolók.
A Z tengelyt mozgatva felfelé minden rendben, de lefelé mozogva a hajtótengelyek kicsit berezonálnak és (gondolom) ezért nyikorgó, kaparó hangot adnak ki. Ez így normális vagy kell valamit ártani neki?Mielőtt még kipróbálnám lenne 2 kérdésem:
- a nyomtatás befejezésével mit kell csinálni, hogy ne dermedjen be a filament a fejbe, csak simán ki kell
húzni?
- mennyire kell beállítani az asztal fűtés (PLA), ha van rajta 3mm-es üveg. és a felfűtés után meddig kell várni, hogy az üveg is kellően átmelegedjen?Előre is köszi!
-
Saccco
nagyúr
Nem árt megzsírozni a tengelyt. (NLGI 0-1)
Én sima szilikonzsírt kentem rá.Semmit se kell csinálni a filament-tel, csak ne kapcsold ki a gépet, amíg a fej nem esik 70-80 fok alá. Amikor újra nyomtatsz megint megolvad az anyag.
Az asztal nekem 60 fokra van állítva és 4mm-es üveg van rajta, tökéletesen működik.
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
-
-

Xantomas
őstag
Beszereztünk egy Wanhao duplicator 6-ot...
A saját, low budget hypercube-om is jobban funkcionál, szebb nyomatot csinál, pillanatok alatt megvolt a bekalibrálása, ráadásul, most a Curával is szopok. Agyon van istenítve, de ahhoz képest, hogy ennek out of the box működnie kell, nagyon nem úgy van.
Szerintem ebből FW csere lesz Marlinra, és nullárol elkezdem paraméterezni.
"Megint eggyel hülyébb vagyok, mint tavaly"
-
Bíírka
csendes tag
Hello,
Örülök hogy sikerült
Nekem az üveglap nagyon bevált. Most már a bed közepén is az van amit a széleken bekalibrálok. Igazándiból nem is állítódik el ha nem mozgatom vagy emelgetem a nyomtatót. Mennek fel rá a nyomtatások egymás után szép sorban
Egyszer volt felhajlás az alján, próbáltam kalibrálni de nem segített. Aztán rájöttem, hogy mivel elfogyott az alkoholos törlőkendő egy ideje már nem volt megpucolva az üveg. Lemostam sima mosószerrel és megint tökéletes lett.
Szerintem mennie kellene brim nélkül is. Azoknál a daraboknál mindenképp ahol mondjuk explicit írja az alkotó, hogy nem kell.
A pontosság ellenőrzéséhez én ezt használtam: [link]A commentek között egy kicsit részletesebben is le van írva a hogyan és a miért.
tiszetelt
-
Bíírka
csendes tag
Basszus én 2 hete ugyanezt szívtam!
Raktam volna be az alsó rudat az meg megállt 1 cm után. Se fogás se tapadás úgyhogy én is szedhettem szét. Én a kalapácsot nem kockáztattam. Inkább forgattam mozgattam, meg végül észrevettem, hogy a rudak egy-egy vége kicsit mintha könnyebben csúszna be, így végül sikerült összeforgatni és beszerelni de tiszta ideg voltam a végére mivel ez már kb éjjel 2 körül voltA hotbed hőmérséklete anyagtól is függ. Nekem a boltban akitől vettem azt mondta 50 - 55 fok elég ennek a fajtának. Nekem 55 fokon van és eddig nincs tapadási gondom vele. Nekem is 3 mm- es üveg van most rajta és nem szoktam külön várni a felmelegítésnél.
tiszetelt
-
szaki7
tag
ANET A8-am van, szépen működik.
Előbb-utóbb biztosan elkopik majd valamelyik alkatrész benne és cserélni kell majd.
De melyek azok az alkatrészek, amiket érdemes már előre bekészletezni, hogy kéznél legyenek, ha cserélni kell?
(30 nap, mire ideér az alkatrész, nem akarok addig tétlenkedni).Tudnátok nekem tanácsolni egy megbízható boltot Kínában (esetleg Európában)?
Gondolom olcsóbb Kínából rendelni, de ha csak egy nozzle kell sürgősen, azt meg lehet fizetni egy magyarországi boltban is.








![;]](http://cdn.rios.hu/dl/s/v1.gif)


































Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Videoteszt A 3D nyomtatás sikerének alapja
- Milyen asztali (teljes vagy fél-) gépet vegyek?
- Autós kamerák
- Android alkalmazások - szoftver kibeszélő topik
- Intel Core i5 / i7 / i9 "Alder Lake-Raptor Lake/Refresh" (LGA1700)
- Ukrajnai háború
- Videó stream letöltése
- Gaming notebook topik
- Motorola Moto G24 Power - hol van az erő?
- Milyen videókártyát?
- Helldivers 2 (PC, PS5)
- További aktív témák...
