-

GAMEPOD.hu



Új hozzászólás Aktív témák
-

ParadoxH
tag
válasz
 daninet
#43500
üzenetére
daninet
#43500
üzenetére
Igen, felfűtött beddel és nozzle-val. Asztal 60, dűzni 120 fokos szintezésnél (filament 195 fok towertest után, az asztal 60-65). A fenti program a yt on sajnos csak sima SV06 al működik mivel nincs pause gomb a touchscreen-en

Ezek a kinyomtatot alul bekalibrálásban segítő z oszlopok mennyire megbízhatóak? Továbbá azt nem értem, hogy ha van minimális eltérés a z tengelyek között, akkor az auto leveling ezt miért nem küszöböli ki?
(Akkor maradok a 0.6-os dűzninél)
[ Szerkesztve ]
-

r4zer0919
tag
válasz
 ParadoxH
#43503
üzenetére
ParadoxH
#43503
üzenetére
Szerintem még többször át kellene szintezni, nem elég egyszer.
Többször menj át ugyanazon a ponton akkor javulhat a helyzet.
Manuális szintezéssel csodákat nem lehet csinálni max. lehet szerencséje valakinek néha-néha, de nem egy konstans eredményt ad..
Automata szintezésekkel ez a része pontosítható vagy gyorsítható, de tökéletes egyik sem lesz.
Továbbá minél alacsonyabb a fóliavastagságod annál nehezebb lesz az első réteget szépre megcsinálni.
Vagy sokan adnak nagyon átfolyási értéket és/vagy nagyobb fóliavastagságot az első rétegnek de az torzíthat a modellen, mivel nem állandóak a rétegvastagságok.
Ez egyenes falaknál nem jelent a legtöbb esetben problémát de ha már eleve egy dőléssel indul a modell akkor ott lehet hiba sajnos.
De lehet, egy nem megfelelően beállított fúvókahőmérséklet vagy tárgyasztalhő, vagy rossz rétegtapadás, vagy több együttható jelenléte...
FDM nyomtatásnál nagyok sok a buktató, és bele lehet fáradni, fásulni, unni.
Próbálkozni kell, olyan, hogy megnyomom a gombot és tökéletes modell jön ki minden alkalommal na ilyen nincs.[ Szerkesztve ]
-

Bubukain
senior tag
-

poli27
Topikgazda
Ide is berakom :
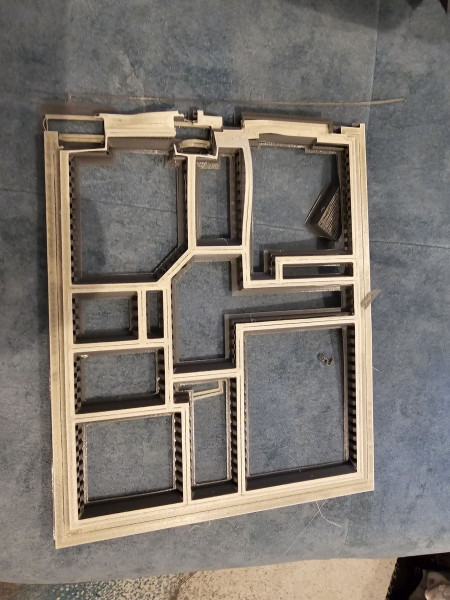
Valaki elárulja a petg hogy a f@xba tud ennyire összeragadni a plaval, mert nem tudom leszedni a támaszt.... komolyan nem értem... Van ahol gyönyörűen lejön, de a nagyrészén egybe van a plaval... Néztem hibátlan 2 réteg petg volt a támaszfelület tetején mielőtt elkezdte építeni az elemet... és mégse jön le a támasz... Ott a fekete csík az petg...


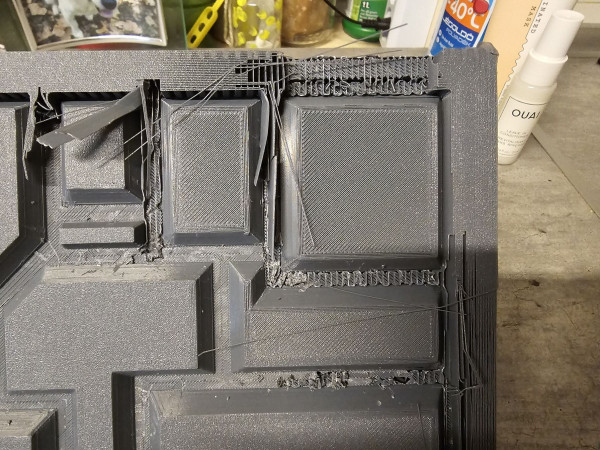
Kinyomtattam újra csak PVA support filamenttel petg helyett az érintkező réteget...AZ eredmény magáért beszél, egybe egy mozdulattal lejött a support, és tök szép felület maradt Mi a fenéért nem ezzel csináltam elsőre.. 400g filament ment a levesbe
Mi a fenéért nem ezzel csináltam elsőre.. 400g filament ment a levesbe  Ennek a PVA nak az a jó tulajdonsága, hogy pl belső részeknél is lehet supportnak használni, ahol késöbb nem hozzéférhető eltávolítható a support, csak akkor az egészet ezzel kell nyomtatni nem csak az érintkező réteget, mert beáztatod melegvízbe, és feloldódik a PVA és ezéltal a support is eltávolítódik De a Petg nem tudom hogy ragadt össze a PLA val, eddig nem csinált ilyet nekem..
Ennek a PVA nak az a jó tulajdonsága, hogy pl belső részeknél is lehet supportnak használni, ahol késöbb nem hozzéférhető eltávolítható a support, csak akkor az egészet ezzel kell nyomtatni nem csak az érintkező réteget, mert beáztatod melegvízbe, és feloldódik a PVA és ezéltal a support is eltávolítódik De a Petg nem tudom hogy ragadt össze a PLA val, eddig nem csinált ilyet nekem..
-
poli27
Topikgazda
Ezt láttátok?

Introducing FLSUN S1
• Maximum speed 1200mm/s
• Micro-pitch radar automatic calibration accuracy
• Automatic detection of the first layer
• Automatic flow detection and compensation
• Full-automatic leveling
• More features Stay tunedIntroducing FLSUN T1
• Maximum speed 1000mm/s
• Cpap type cooling program
• Full automatic leveling
• Vibration compensation
• Enclosed for high temperature consumables
• More features Stay tuned[ Szerkesztve ]
-
ParadoxH
tag
válasz
 r4zer0919
#43504
üzenetére
r4zer0919
#43504
üzenetére
A gyakorlatban ez a többször átszintezés mit jelent? Többször csináljam meg a z alignt, a lappal szintezést vagy az auto leveling-et? Persze nézelődni fogok tovább és egyszer csak sikerül, csak jó lett volna tudni milyen irányba keresgéljek. A klipper ezen amúgy tud javítani valamit?
Az a durva, hogy a haver és én egyszerre rendeltünk sv06+-t. Mindketten gyakorlatilag egyeztetve, szinkronban csináltuk az összeszerelést és egyebet. A vicc, hogy neki is ugyanez a problémája van mint nekem az első réteggel. -
r4zer0919
tag
válasz
ParadoxH
#43508
üzenetére
2x-3x is akár megcsinálod a szintezési procedúrát egymás után, nem 100%-os a siker de lehetséges, hogy segíthet!
A tapadás is fontos tényező, meg a az asztal és a fúvóka hőmérséklete sok mindennek kell együtt állnia, hogy jó nyomatok és rétegek szülessenek ezért is nagyon macerás ez az FDM nyomtatás, sajnos nagyon sok benne a buktató.
Próbálkozni kell. -
#43510
 Mr.Csizmás
félisten
frescho
#43491
Mr.Csizmás
félisten
frescho
#43491
Mr.Csizmás
félisten
válasz
 frescho
#43491
üzenetére
frescho
#43491
üzenetére
gyakorlatilag is van fila gcode, bár eddig nem szerkesztettem
 ha jól értem az
ha jól értem az {if ....elé kell beszúrni aG4 Sxxx-et.
------------------------------------
más: megint van [Creality Ender-PLA Value Pack(2 Spools Pack 2x1kg) White + Black] 7490-ért ui: bocs voltmár
[ Szerkesztve ]
"Szólítson csak Cirminek." | B&B XI | 3D nyomtatás Bp és környéke |
-
poli27
Topikgazda
3DJAKE Filamentek és sok más - 3DJake Online Shop
Itt is jó áron vannak a filamentek 5000ft tól
-
#43512
Mr.Csizmás
félisten
poli27
#43511
Mr.Csizmás
félisten
-
ParadoxH
tag
válasz
r4zer0919
#43509
üzenetére
Rendben.
Egy valamit nem értek: ha a z1 és z2 között van egy minimális eltérés (nagyon sok nem lehet), akkor azt az auto levelingnek nem kellene korrigálja? Ha jól értem az a gyakorlatban csinál egy mátrixot és minden koordinátát felülbírál az adott mátrix nyomtatási pontjában, nem?
Ha a helyemben lennétek milyen teszteket csinálnátok még sorra, hogy javuljon a first layer? Már csak azért is, hogy a soktényezős képletből lassan tudjam kizárni, hogy mi okozza nagyobb valószínűséggel a hibát?
A klipper felülbírál ezen belül bármit is? Megtörténhet hogy a sovol gyári klippere több ilyen hibát is kiküszöböl? -
-

Guba4
tag
válasz
ParadoxH
#43516
üzenetére
A korábbi hozzászólásodban lévő kép alapján nekem úgy tűnik nagyon közel van a fúvóka az asztalhoz. Nekem a SV06+-hoz kapott egylapos beállítási segédletet kettéhajtva, tehát duplán ezt a viszonylag vastag papírt használva a Z offset beállításához lett a legjobb az első réteg.
[ Szerkesztve ]
-

daninet
veterán
válasz
 Rulez81
#43522
üzenetére
Rulez81
#43522
üzenetére
ahh, filanora. Sosem tudtam hova tenni azt a filamentet, sokan használják mert magyar meg relatív olcsó, de semmi másra nem hallottam ennyi panaszt

Részemről AzureFilm mindenből.Miért vegyem meg, ha 3x annyiért, 3x annyi idő alatt megépíthetem? ´¯`·.¸¸.·´¯`·.¸><(((º>
-
ParadoxH
tag
Én egy lapot használtam a szintezéshez (0.1mm körüli céllal). Nekem azzal az oldallal van gondom amelyik nem ér össze. Ha pedig nem ér össze és közte rés van (javítsatok ki ha tévednék) az elvileg azért van mert a dűzni hegye nem nyomja kicsit meg (kvázi a levegőbe nyomja ki) a kiáramló filamentet, nem?
Amúgy kipróbáltam petg-vel is és szinte first layer porn kép lett belőle A pla szimplán csak ennyire érzékeny a firs layerre és a z kalibrációra vagy valószínűleg nedves?
A pla szimplán csak ennyire érzékeny a firs layerre és a z kalibrációra vagy valószínűleg nedves?
Ezt leszámítva még mindig nem magyarázat arra, hogy a z1 felőli oldal miért lett tökéletes és csak a jobb oldalon levő z2 réteg rossz? -

Cobold07
csendes tag
Sziasztok!
Sovol SV06 plus nyomtatóval szerettem volna PETG-vel nyomtatni.
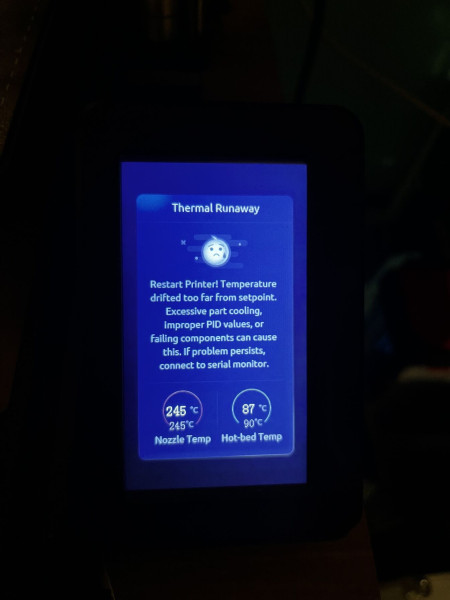
Szeletelő proginak Prusa Slicert próbáltam ki, felajánlott SV06 plus beállítással és PETG-vel. A baj azzal kezdődött, hogy nem akart a nyomtató felmelegedni és indítsam újra.
Kint van a garázsban a gép eddig PLA-val nyomtattam nem volt ilyen baja, nem tudom, hogy külső hőmérséklettel volt a baja.
Többszöri indításra elindult aztán pár réteg után megint leállt és megint újra kellett indítani. Akinek ilyen nyomtatója van hogyan és milyen hőfokon nyomtat PETG-vel ?
Esetleg Prusa Slicer beállításban tudna segíteni valaki ?
Köszönöm
-
ParadoxH
tag
válasz
 Cobold07
#43526
üzenetére
Cobold07
#43526
üzenetére
Az komoly. Jól mért az első képen a két szenzor? Én ilyen körülmények között biztos nem tartanám a nyomtatómat. Ilyen hőmérsékleten már a kenőzsír is megkeményedhet, az alplap is simán bekondenzelhet ha ott hő termelődik és az ideális nyomtatás szempontjából sem tűnik logikusnak ilyen hidegben vagy változó környezetben nyomtatni.
Szerintem a nulladik lépés hogy legalább vidd be valahova szobahőmérsékletre a gépet, aztán jöhet a diagnosztizálás. -

Reggie0
félisten
válasz
Cobold07
#43526
üzenetére
Szerintem a kulso homerseklettel volt a baj. Eleg egyszeru algoritmusok ezek a vedelmek, siman csak az idot meri es ha tul sok telt el, akkor eldobja. Azzal nem foglalkozik, hogy honnan indult a futes. Siman inditsd el ujra, amig meg meleg es jo lesz.
A csapagyazas stb. kerdeset meg nem kell tulaggodni. A siliftek -25 fokban is mukodnek, pedig ott aztan tenyleg van terheles
[ Szerkesztve ]
-
daninet
veterán
válasz
ParadoxH
#43528
üzenetére
nekem is garázsban van. Kell ilyenkor egy új pid tuning, a tárgyhűtést meg elég levenni 20%-ra
most lesz a harmadik tél, hogy 10 fok alatt használom rendszeresen.Azért van neki thermal runaway mert tolja bele a hőt de csak kicsit mozdul el a hőmérséklet. Új PID tuning kell és menni fog
[ Szerkesztve ]
Miért vegyem meg, ha 3x annyiért, 3x annyi idő alatt megépíthetem? ´¯`·.¸¸.·´¯`·.¸><(((º>
-
daninet
veterán
válasz
Cobold07
#43531
üzenetére
A nyomtatód feltételez egy sebességet amivel felfűthető a hotend és az asztal. Ezeket egy PID tuning alatt pontosítja ahol megtanulja a tehetetlenségét a hőtömegeknek.
Ez a nyomtató klipperes? Rákeresel hogy kell klipper alatt pid tuningot csinálni meglesz.
Miért vegyem meg, ha 3x annyiért, 3x annyi idő alatt megépíthetem? ´¯`·.¸¸.·´¯`·.¸><(((º>
-

kesztió
aktív tag
Érik már nagyon a resines 3D nyomtató megvásárlása.
Nagyjából 2 model tevődne fel, az Elegoo Mars 4 Max 6K illetve a Mars 4 Ultra 9K. (A Phrozen-ek alaphangon dupla ennyibe kerülnek, vegye őket a Blaha Lujza.)
Segítenétek dönteni?
A sznobizmus az Ultra 9K mellett szólna, a 18µm-es felbontás azért impozáns.
De:
– Amire NEM használnám a gépet, az az, amire sokan használják egyébként: részletgazdag, élethű kis szobrocskák, szuperhősmakettek a vitrinbe, stb.
– Amire viszont használnám: igazi használati tárgyak, kereskedelmi/ipari minőségű alkatrészek, ahol a pontosság jól jön, de az igazán fontos, hogy a felületek szépek legyenek. És a 4 Max feldontása hiába feleakkora, mert cserébe van antialiasing, amit ugye mintha a szép felületekhez találtak volna ki. Ráadásul csak és kizárólag ABS-like resinnel használnám, ami ugye nem arról híres, hogy ki tudja szolgálni a 9K-s felbontást, főleg nem a megfizethető kategóriában.
Árban van különbég, de nem egetverő, mindkettő benne van a büdzsében. Ami nagy különbség, az a 122 mm vs. 77 mm a nyomtatási szélességnél. Mondjuk, az a munka, aminek a kedvéért venném a cuccot, 52 mm-be is beleférne, de soha nem lehet tudni, mit hoz a jövő.Szóval, megéri az Ultra 9K felbontása, ég és föld a kettő, vagy ez csak parasztvakítás, mert normális árú resint használva amúgy se fogok látni semmit ebből, és vegyem olcsóbban a nagyobb térfogatút?
[ Szerkesztve ]
Bug és debug fia vagyok én
-
Reggie0
félisten
-
kesztió
aktív tag
-

Scallion
senior tag
válasz
 kesztió
#43542
üzenetére
kesztió
#43542
üzenetére
Lehet ,hogy Reggie0 a régi abs-like-ot használta. Az Abs-like+ ,tényleg rugalmasabb mint a régi. Egy ponton túl az is törik egyébként. Az antialiasignel ne foglalkozz ,minden nyomtato tudja , de,szerintem semmi értelme. Sokszor nyomtatok 0,14 es tárgyakat ha bekapcsolnám. az aa-t akkor el is tünne. Ha nem fogsz nagy tárgyakat nyomtatni akkor kisebb tálcásat vegyél mert a nagy csak a nagy mosóba megy bele és havonta 10 liter alkoholt venni (persze használattól függ) és megszabadulni a szennyezettől , nem szórakoztató.
-

laskr99
addikt
Szíjat ti hogy nézitek, hogy mennyire legyen feszes, hogy se ne túl, se ne legyen kevés.
Eddig prusa általi belt testre mentem, de rájöttem ,hogy jó nagy faxság, mert most duplán laza szíjjal azt írja, hogy az ezelőtti túlfeszített állapothoz képest még feszült is -

fuze
őstag
válasz
 Demo07
#43169
üzenetére
Demo07
#43169
üzenetére
Köszi a javaslatod az utángyártott Bambu hotendre. Kellett kissé kókányolnom, hogy legyen egy orbiter + bambu hotend toolheadem. Az első pár órás nyomtatás szépen alakul. (Nagyon egyenetlen az asztal és ki akarom próbálni a klipperes bed screw adjustot. Óraállás szerint lehet igazítani szintezőkön, ehhez kell a 60 fokozatos "clicky" knob. Kívácsni leszek
)
adms.hu | UI Designer
-
kesztió
aktív tag
válasz
 Scallion
#43543
üzenetére
Scallion
#43543
üzenetére
Az alkatrészre 0 erő fog hatni normális használat esetén, gyakorlatilag a saját súlyát kell elbírnia.
Mosni akkor nem szabad megvenni a Mercury X Bundle-t, mert túl nagy? Inkább a Mercury Plus V2.0 lenne a nyerő?Bug és debug fia vagyok én
-
#43550
 mumtaz
senior tag
Mr.Csizmás
#43548
mumtaz
senior tag
Mr.Csizmás
#43548
mumtaz
senior tag
válasz
 Mr.Csizmás
#43548
üzenetére
Mr.Csizmás
#43548
üzenetére
E3 V2, ha pontosak akarunk lenni. Legalábbis az X szíjfeszítőből, meg az ékszeres fiókból és, hogy az X nem 2040-es, hanem 4040-es az látszik.
Modnak meg Noctua, Orbiter, BLTouch, meg a leírtak. Kíváncsi lennék úgy az egészre.-=- ASUS TUF B450-PRO GAMING - AMD Ryzen 7 1700X - G.Skill Aegis 2x8 GB DDR4@3200MHz - Sapphire RX 5700XT Nitro+ 8GB - ASUS ROG Strix Flare HU - REVOLTEC FightMouse ELITE - RIOTORO ENIGMA G2 850W Gold - Cooler Master MasterCase MC500Mt -=-














 Mi a fenéért nem ezzel csináltam elsőre.. 400g filament ment a levesbe
Mi a fenéért nem ezzel csináltam elsőre.. 400g filament ment a levesbe  Ennek a PVA nak az a jó tulajdonsága, hogy pl belső részeknél is lehet supportnak használni, ahol késöbb nem hozzéférhető eltávolítható a support, csak akkor az egészet ezzel kell nyomtatni nem csak az érintkező réteget, mert beáztatod melegvízbe, és feloldódik a PVA és ezéltal a support is eltávolítódik
Ennek a PVA nak az a jó tulajdonsága, hogy pl belső részeknél is lehet supportnak használni, ahol késöbb nem hozzéférhető eltávolítható a support, csak akkor az egészet ezzel kell nyomtatni nem csak az érintkező réteget, mert beáztatod melegvízbe, és feloldódik a PVA és ezéltal a support is eltávolítódik 





 ha jól értem az
ha jól értem az 











 A pla szimplán csak ennyire érzékeny a firs layerre és a z kalibrációra vagy valószínűleg nedves?
A pla szimplán csak ennyire érzékeny a firs layerre és a z kalibrációra vagy valószínűleg nedves? 
























Új hozzászólás Aktív témák
● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Videoteszt A 3D nyomtatás sikerének alapja
- Diabetes - Cukorbetegség
- Windows 11
- Autós topik
- Bestbuy játékok
- AMD Ryzen 9 / 7 / 5 7***(X) "Zen 4" (AM5)
- Futás, futópályák
- sziku69: Fűzzük össze a szavakat :)
- Nincs több főgombos iPad, van helyette nagyobb Air és Pro M4 chippel
- Milyen asztali médialejátszót?
- D1Rect: Nagy "hülyétkapokazapróktól" topik
- További aktív témák...

Állásajánlatok

Cég: Ozeki Kft.
Város: Debrecen

Cég: Promenade Publishing House Kft.
Város: Budapest