Hirdetés
-

GAMEPOD.hu



Új hozzászólás Aktív témák
-

daninet
veterán
válasz
 boorit
#38047
üzenetére
boorit
#38047
üzenetére
egyébként az jutott még eszembe, hogy nekem volcano-nál a pressure advance kalibrálása nagyon fontos volt, mert mikor elkezdtem növelni a sebességet sokkal jobban szálazott. volcano különösen szeret csak úgy ereszteni magából kicsit ezért a gépnek el kell vennie a nyomást a vonal vége felé, majd retract.
Szóval ennek a kalibrációjára is nézz rá. Minden sebességhez be kell külön kalibrálniMiért vegyem meg, ha 3x annyiért, 3x annyi idő alatt megépíthetem? ´¯`·.¸¸.·´¯`·.¸><(((º>
-
#38052
 SunMount3r
nagyúr
SunMount3r
nagyúr
SunMount3r
nagyúr
Hello!
Fusion 360-ban van egy ilyen "csillagom":
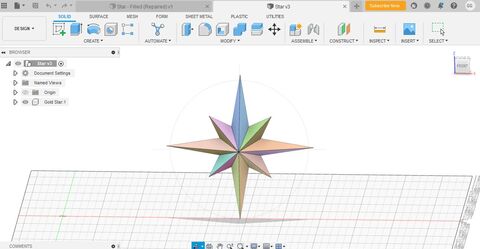
Aminek ilyen "üreges" a belseje/hátulja: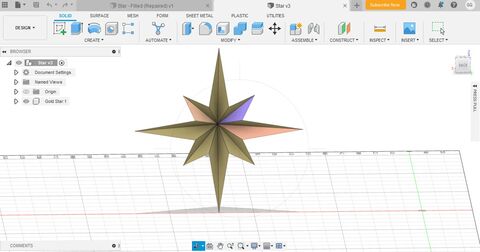
Hogyan tehetem ezt "tömörré"? Tehát, hogy teljesen kitöltött legyen belül? A hátulja elég ha csak "sima" egybefüggő, azaz egy síkban ban, tehát nem "tükrözni" akarom az front oldalát.Ezt hogyan tudnám megoldani?
THX!
[ Szerkesztve ]
-
#38053
 Lookup
tag
SunMount3r
#38052
Lookup
tag
SunMount3r
#38052
Lookup
tag
válasz
 SunMount3r
#38052
üzenetére
SunMount3r
#38052
üzenetére
Hi!
Vegyél fel egy segédsíkot a hátuljára és vetítsd rá a kontúrt, majd töltsd ki a következő felületig. -

boorit
csendes tag
válasz
 daninet
#38051
üzenetére
daninet
#38051
üzenetére
erről még nem hallottam, hogy minden sebességhez kalibrálni kell. És ha van egy tárgyam, aminek vannak hosszú oldalai, meg kisebb részletek, akkor mit csinál? mármint csak egy pa értéket tudok állítani, tehát hiába kalibrálom be különböző sebességekre, csak egyet tudok használni.
megpróbálom a szárítást, köszi
-
#38055
SunMount3r
nagyúr
Lookup
#38053
SunMount3r
nagyúr
válasz
 Lookup
#38053
üzenetére
Lookup
#38053
üzenetére
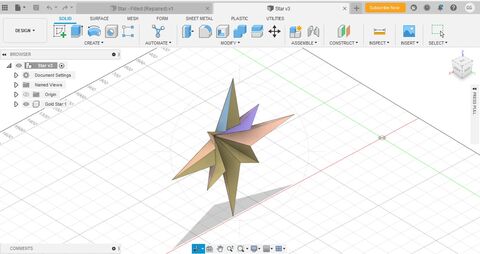
Erre még majd visszatérhetünk, mert ez így nekem "kínai". De azt hiszem sikerült valahogy megoldanom.
Itt a bal legalsó objektumnál a felkiáltójelre kattintva előjött jobb oldalt a "Repair" opció.

No itt a "Close Holes" opcióval ezt az eredményt kaptam:
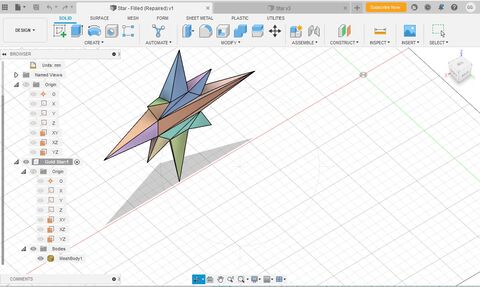
Tinkercad-ba betöltve is jó lett:
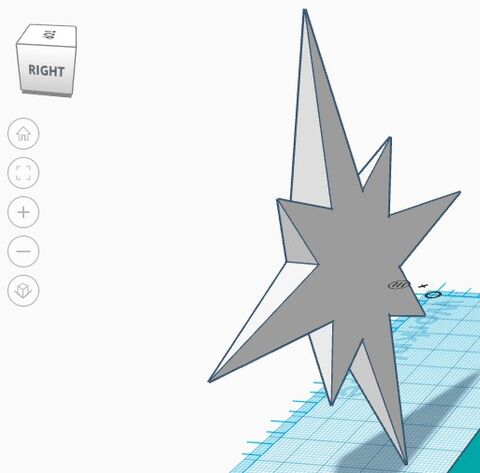
Bár lehet nem ez a "legelegánsabb" és legszakszerűbb módja. -
daninet
veterán
-

olajecset
tag
Sziasztok!
Van egy Ender 3 nyomtatóm, amivel az a gondom, hogy melegszik a Z-tengely motorja. Már fél óra nyomtatás után is jóval melegebb a többinél, ezért nem merek beválallni több óra nyomtatást. Arra jutottam, hogy vagy teszek mégegy Z-tengelyt motorral, vagy megpróbálom beállítani a firmwareben. A firmware beállítással van gondom, mert még soha nem csináltam. Szerintetek mit kellene csinálni? -
#38060
Lookup
tag
SunMount3r
#38055
Lookup
tag
válasz
SunMount3r
#38055
üzenetére
A Fusion360-at nem ismerem de a szakkifejezések kb hasonlóak lehetnek mint solidworksben:
Reference plane - segédsík
Convert entities - geometria átvetítése
Boss extrude - kihúzás művelet
Up to next - végkondíció, a következő síkig húzza
Egyébként jó az a megoldás is amit találtál. Nem kell túlbonyolítani ha 3 kattintással is megoldható
-

kzkz
őstag
válasz
 olajecset
#38059
üzenetére
olajecset
#38059
üzenetére
Én ezt vettem, de lesz pár gond vele, ahogy jobban belegondolok: [link]
1. Az Y tengelyhez túl vastag, beleér az asztal állító kerék, és emiatt nem megy el az endstopig.
2. A Z tengelyre nem tudod rátenni, mert nem fér oda. Erre azért csak most jöttem rá, mert nálam már nem lent van a Z motor, hanem fent. -
daninet
veterán
válasz
olajecset
#38057
üzenetére
motorja válogatja de 70-80 fokig jó!
Attól függően mennyi terhelés van a motoron (egy z motoron egy endernél nincs sok) visszaveheted az áramerősséget és nem fog annyira melegedniMiért vegyem meg, ha 3x annyiért, 3x annyi idő alatt megépíthetem? ´¯`·.¸¸.·´¯`·.¸><(((º>
-
daninet
veterán
-

TechRobot
aktív tag
Sziasztok,
Az alábbi videón hallható jelenséget, hogyan lehet megoldani?
Szóval a belső töltöttség 10% és ennek a rácshálójában akad a fúvóka mikor extrudálás nélkül poziciót vált és ilyen hangja van.. Azt se tudom, hogyan hívják ezt a jelenséget.
[link]előre is köszi a segítséget, (Ender 3 S1 plus+ creality slicer)

[ Szerkesztve ]
Dikk egy százas...
-
kzkz
őstag
válasz
 Reggie0
#38070
üzenetére
Reggie0
#38070
üzenetére
Ilyen akkor szokott előfordulni, ha felkunkorodik valahol az anyag, és magasabban van, mint kellene. Ez a külső rétegnél (jellemzően a túlnyúlásoknál) a kevés hűtés miatt is lehet.
Az is lehet az oka, hogy a Z tengely nem olyan mértékben emelkedik, mint ahogy kellene. Pl.: [link] Bár ez az első pár rétegre mutatja be a problémát, de ha elég rossz a menetes orsó, akkor más rétegeknél is előjöhet. A mintavideódban látszik is, hogy a Z irányban nem konzisztensek a rétegek.
A z-hop egy megkerülő megoldás, az alapproblémát kellene megszüntetni.
-
-

fabula
őstag
válasz
 TechRobot
#38076
üzenetére
TechRobot
#38076
üzenetére
Ha új a nyomtató, akkor illik végigmenni egy teljes kalibrálási folyamaton, ehhez pl. itt egy nagyon jó leírás: [link]
Ezzel nagy valószínűséggel kiküszöbölhetsz egy csomó apró hibát.
Ha még ez után is problémák vannak a nyomtatóval, akkor az már komolyabb mechanikai, esetleg összesezerelési hibára utal (pl. merőlegességek, párhuzamosságok, Z orsó hiba vagy a Z tengely ferdesége, stb.). Ne csak az általad összerakott részekre, hanem a gyárilag készre szerelt részekre is gondolj, azok sem mindig tökéletesek ezeknél az olcsó nyomtatóknál. (De láttam már én új, gyári hibás BMW-t is példának okáért .)[ Szerkesztve ]
-
TechRobot
aktív tag
-
Mexbacsi
tag
Sziasztok!
Első nyomtatásom egy Kobrával. Thingiről van a kocka, cura-ban szeletelve. Nem állítottam semmit. A kép alapján tudnátok tippet adni, mit érdemes állítanom rajta?
A valóságban egyébként szebben mutat jóval mint a képeken. Ja, gondolom az sem mellékes hogy csak a gyárilag hozzáadott PLA-val nyomtattam.
200C és 60C a bed. Az kocka X oldalán látszik egy kicsit, mintha válla lenne a szélének.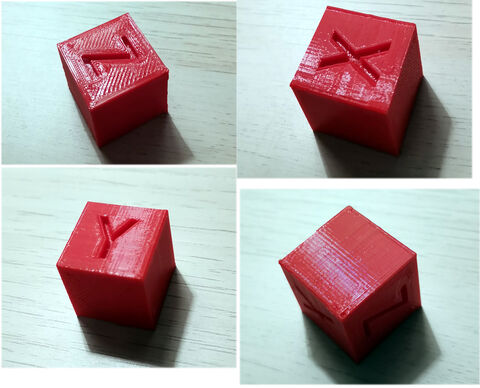
[ Szerkesztve ]
-
TechRobot
aktív tag
válasz
TechRobot
#38079
üzenetére
félig megoldva kicsit vegzáltam a zhopretractions beálíltásokat most extrudálás nélkül nem ütközik a fillerbe, viszont a filler nyomtatásakor ahol kereszteződik a filler lásd cube infill ott extrudálás közben ugrál most erre megoldás mi lehet?
Illetve kipróbálom a concentrik kitöltést mert az nem keresztezi elvileg saját magát ha jól értelmezem, de ez tüneti kezelés.Dikk egy százas...
-

tsilver
aktív tag
egy előre elkészített terv alapján egy 2cm es kis hengert szeretnék nyomtatni de a terven ez fekszik. Szerintem sokkal könnyebb lenne a nyomtatás ha állna, hogyan tudom a tárgyat "lefektetni" a Fusion 360-ban?
AudioPC, FireStick 4K Max, Home Assistant, Vu uno/4K SE, Kobra 3D
-
gabelli67
csendes tag
Sziasztok! Arra szeretnék választ kapni, hogy a z-offset miért változik meg, CR touch esetében,egy hosszabb nyomtatás után!? Minden csavar meg van húzva, a nyomtatás gyönyörü, csak mindig csökkentenem kell a távolságot a következő nyomtatáshoz.
Köszönöm! -
-
daninet
veterán
válasz
 Mexbacsi
#38080
üzenetére
Mexbacsi
#38080
üzenetére
nem kell off-ba raknod mert ez itt on topic
a sarkokon a kitüremkedést (ha tovább akarsz keresni ezzel kapcsolatban akkor corner bulging) több dolog is okozhatja, nincs rá tuti tipp. Végig kell menned mindenen:
1. túl gyorsan nyomtatsz ahhoz képest amit a hűtés elbir, növeld a tárgyhűtést
2. rosszul kalibrált linear advance (pressure advance) ami azt eredményezi, hogy a nyomtató mikor lefékez irányváltáshoz még egy kicsi anyagot kiereszt magából a nyomás miatt
3. Acceleration/Jerk értékével kell játszanod, mert ha túl lassan megy a sarkokon a gép akkor kiereszti az anyagot, de ha túl gyorsra állitod hibák keletkeznek a nyomtatáson. Meg kell találni a gép maximum határát ahol még jó.Miért vegyem meg, ha 3x annyiért, 3x annyi idő alatt megépíthetem? ´¯`·.¸¸.·´¯`·.¸><(((º>
-

Saccco
nagyúr

































 ) Prusa-t használok
) Prusa-t használok 
 Köszönöm a segítséget!
Köszönöm a segítséget!Új hozzászólás Aktív témák
 poli27
poli27- Videoteszt A 3D nyomtatás sikerének alapja

- Eladó 23.8" MSI PRO MP243X
- Lenovo Legion 5 Pro - 16" 2K IPS 240Hz, i7-13700HX, nVidia GeForce RTX 4060, 16GB, 512GB SSD - GARI
- Logitech G923 Xbox + Váltó ! 1 hónapos! KARCMENTES, HIBÁTLAN! Garanciás!
- Lenovo LOQ 15IRX9 (I5-13450HX, 16GB DDR5-4800, 1TB SSD NVME, RTX 4060 8GB) 6 NAP ÜZEMIDŐ! 3 ÉV GARI
- DJI FPV profi drón táska, koffer (MC-Cases)
Állásajánlatok

Cég: HC Pointer Kft.
Város: Pécs

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest