-

GAMEPOD.hu



Új hozzászólás Aktív témák
-
#21701
 dugesz77
őstag
tonermagus
#21698
dugesz77
őstag
tonermagus
#21698
dugesz77
őstag
válasz
 tonermagus
#21698
üzenetére
tonermagus
#21698
üzenetére
A Pro változat a Csehektől rendelve a bGpAnDacHeCk kupont használva 60 ezer Forint körül elhozható Banggood-ról és pár nap alatt nálad lehet sarcmentesen. A sima változatra is jó ez a kód az 55 körül kijön de szerintem megéri a felárat a pro verzió.
[ Szerkesztve ]
-
#21702
 Mr.Csizmás
félisten
tonermagus
#21700
Mr.Csizmás
félisten
tonermagus
#21700
Mr.Csizmás
félisten
válasz
tonermagus
#21700
üzenetére
- abs-t kerüld
- burkold be a nyomtatót (ikea stuva, platsa, lack, utóbbi a legmunkaigényesebb)
- sunlu jó, pla-m van tőlük, amúgy spectrumot tolom, DD petg-ben kicsit csalódtam[ Szerkesztve ]
"Szólítson csak Cirminek." | B&B XI | 3D nyomtatás Bp és környéke |
-
#21704
 tonermagus
aktív tag
Mr.Csizmás
#21702
tonermagus
aktív tag
Mr.Csizmás
#21702
tonermagus
aktív tag
válasz
 Mr.Csizmás
#21702
üzenetére
Mr.Csizmás
#21702
üzenetére
A beburkolás egyébként miért fontos?
Kosz, por miatt? -
#21705
Mr.Csizmás
félisten
tonermagus
#21703
Mr.Csizmás
félisten
válasz
tonermagus
#21703
üzenetére
simát is lehet tuningolni

nyugiba legyen, kevesebb por, etc.
"Szólítson csak Cirminek." | B&B XI | 3D nyomtatás Bp és környéke |
-
#21706
 fape
senior tag
Mr.Csizmás
#21705
fape
senior tag
Mr.Csizmás
#21705
fape
senior tag
válasz
Mr.Csizmás
#21705
üzenetére
Meg ha abs-t nyomtatsz akkor számít a környezeti hőmérséklet is. Melegebb kell neki mint a szobahőmérséklet. Vagy pl kinyitod az ablakot mellette és kap egy kis húzatott az éppen nyomtatott anyag akkor vetemedésre hajlamos.
Nem ezeket a drónokat keresik!
-
#21708
fape
senior tag
Mr.Csizmás
#21707
fape
senior tag
válasz
Mr.Csizmás
#21707
üzenetére
Semmire. Én is inkább petg-zek.
Én a burkolásra írtam, hogy nem csak kosz+hang ellen véd
Ja és az abs mérgező gőzét nem is említettem.[ Szerkesztve ]
Nem ezeket a drónokat keresik!
-
#21709
tonermagus
aktív tag
fape
#21708
tonermagus
aktív tag
Ahogy nézegettem számomra a PLA a legjobb választás lehet...
Legnagyobb előnye hogy talán nem mérgező az olvadása közben keletkező gőz.
Mivel teljesen új nekem ez a 3D nyomtató dolog, így most a webet bújom hogy is működik az egész. Amit idáig leszűrtem: ha megjön a nyomtató összerakom, bekalibrálom, betöltöm a CURA programba a .stl-t ahol is megadom a nyomtató paramétereit, beállítom hogy milyen anyaggal dolgozom, bekapcsolom a Support-ot hogy magától támaszokat készítsen, megcsinálom a spliteket, létrejön a Gcode fájl, amit rámásolok egy SD kártyára, azt bedugom a nyomtatóba és indítom a menüből a nyomtatást.
Ez így nagyjából okés?
De ha esetleg van egy teljeskörű lépésről-lépésre leírásotok akkor azt megköszönöm ha belinkelitek.
Amit nem tudok még: hogy jön létre a .stl fájl?
Nyilván valamilyen tervező programból állítom elő az alakzatokat. Melyiket ajánljátok a legkezdőbarátabbnak? Nemigen dolgoztam még ilyen tervező progikkal... -
#21710
dugesz77
őstag
tonermagus
#21709
dugesz77
őstag
válasz
tonermagus
#21709
üzenetére
Nekem a Tinkercad használata volt talán a legegyszerűbb. Néznivalónak meg Nagy Attila yt csatornáját ajánlom nagyon hasznos dolgok vannak benne Cura, tinkercad segítség is
-
#21711
 energy4ever
addikt
tonermagus
#21704
energy4ever
addikt
tonermagus
#21704
energy4ever
addikt
válasz
tonermagus
#21704
üzenetére
Leginkabb azert fontos a burkolat, hogy stabil maradjon a targy koruli levego.
Ingadozo homerseklet okozhat gondokat. A nyomtatott targy korul ha tul alacsony a homerseklet akkor nyomtatas kozben a targy jobban deformalodik, torzul. Igy elis repedhet, illetve a targyasztalrol is feljohet, vagy akar felis tepheti azt. -
#21712
 Tikakukac
titán
tonermagus
#21709
Tikakukac
titán
tonermagus
#21709
Tikakukac
titán
válasz
tonermagus
#21709
üzenetére
Doboz előnyei:
-hangcsökkentő
-port kizáró
-szagokat és mérgező dolgokat bent tartó (PLA is szagos tud lenni, félig kinyitott dobozajtót 1 perc múlva már érzem a szoba másik feléből)
-hőmérséklet álladósító
-külső durvább légmozgásokat is megfogó (ergo lehet ilyenkor is szellőztetni, nincs az, hogy rávered a 10 fokos levegőt és már jön is felfele a tárgy)A fiatalok 50%-a optimistán tekint a jövőre. A másik felének nincs pénze drogokra.
-
Joshi
titán
Kis érdekesség. A TheVR Tech-es srácok egyik promóciós videójából kivágtam két 3D nyomtatót, csak mert érdekesnek tartottam. Mi a véleményetek?


-

corom
friss újonc
Sziasztok!
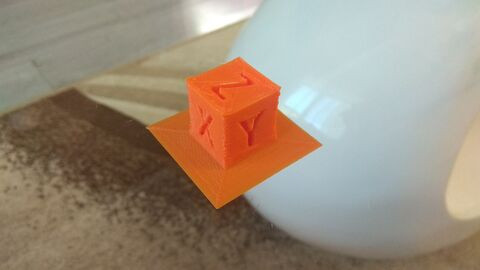
Tegnap sikerült életre keltenem az első 3D nyomtatóm, amit teljes egészében magam építettem, összerendelt alkatrészekből.
Az első nyomtatásom képként csatolva van. Ahogy látható, van még mit optimalizálni. Tőletek, mint rutinos felhasználóktól szeretném megkérdezni, hogy milyen paraméterek módosítását javasoljátok, hogy javuljon a minőség.
Amit eddig elvégeztem:
- minden tengely lépés/mm-er értékét próbáltam a legjobban beállítani
- extruder adagolását beállítottam
- csökkentettem a gyorsulásokat
- csökkentettem a nyomtatási sebességet
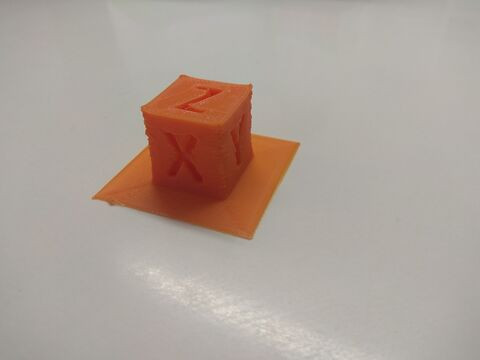
- beállítottam minden fontos paramétert (fúvóka, szál méret, hőmérsékletek, stb.)A nyomtatás 0.2mm-es rétegvastagsággal készült, Herz márkájú PLA anyagból.
A kalibrációs kockán az látszik, hogy a felső négy sarka "csücskös", illetve a talpnál a kocka szélesebb, mint felfelé haladva. Nekem úgy fest, mintha picit sok anyagot használna, de pont ezért is szeretném megkérdezni tőletek, nyilván ti már sok nyomtatáson és optimalizáláson túl vagytok.
Válaszotokat előre is köszönöm!
Üdv!
[ Szerkesztve ]
-
-
corom
friss újonc
Köszönöm a válaszokat!
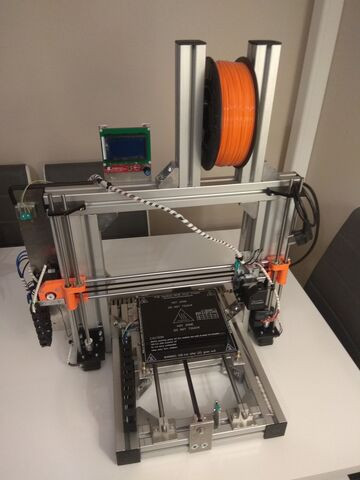
Ez a legegyszerűbb Cartesian-is féle nyomtató, X-Y tengelyen szíjhajtás (szokásos méret és fogszám), Z tengely pedig két motorral trapézmenetes orsókkal.
A váz az 45x45mm-es alu profil (ez volt ingyen
), a Z tengelyek pedig 90x45mm-es profilra vannak felszerelve.Elektronika kínából, Ramps 1.4 és arduino szokásos kombinációja.
Igazából sokkal drágább lett, mint egy gyári (hobbi) cucc, mert a mechanikai alkatrészeket Magyarországról szereztem be, illetve a tápot is. Ha saccolnom kéne, 150e volt komlpett az alu profilok nélkül.
Szándékosan építettem, mert szeretek ilyenekkel foglalkozni, ez volt benne a kihívás.
Amire közben rájöttem illetve olvastam máshol, hogy a sarkak valószínűleg a redukált gyorsulások miatt vastagabbak. Illetve azt is megfigyeltem, hogy a fejet is rángatja az, ahogy a PLA anyagot a dobról tekeri le. Erre számítottam, de tervben van, hogy átépítem és leszedem az adagolót a fejről, így csökkentve a súlyt és az adagolási rángatást, csak az ehhez szükséges tartókat és konzolokat már nyomtatni szeretném.
Az előbb nyomtattam 0.3mm-es rétegvastagsággal, úgy fest picit javult a helyzet.
Bármiféle észrevételeket várok örömmel, de nem vagyok nagy szaki 30 éves tapasztalattal,
szóval ne tessék kinevetni.
-
#21720
tonermagus
aktív tag
tonermagus
aktív tag
Egy dologról még nem tájékozódtam: anyagköltség...
Ahogy írtam már spéci műszerdobozokat szeretnék első körben csinálni. Viszont fogalmam sincs hogy mennyiből jönne ki.
Pl. ha egy ilyenről beszélünk ami 78x40x20mm-es akkor azt ha saját magam nyomtatom olcsóbban jön ki mintha megvenném 300Ft-ért?
Átlagban nálatok egy 1kg-os tekercs mennyi/mekkora tárgyra elég? -
#21721
dugesz77
őstag
tonermagus
#21720
dugesz77
őstag
válasz
tonermagus
#21720
üzenetére
Kitöltés függő. Te is utána tudsz nézni. Innen szedsz le kész tervet Cura-ba betöltve majd ott megadva az anyagköltséget vagy simán átszámolod a felhasznált filament súlyából . Nem biztos amúgy,hogy pont ilyet megéri. És akkor felhasznált idő/elfogyasztott áram/gép kopását nem is számoltuk.
[ Szerkesztve ]
-
#21722
Mr.Csizmás
félisten
tonermagus
#21720
Mr.Csizmás
félisten
válasz
tonermagus
#21720
üzenetére
akkor éri meg ha nem kapható, vagy drága. egy sima kockát max lustaságból nyomtatnék.
"Szólítson csak Cirminek." | B&B XI | 3D nyomtatás Bp és környéke |
-
#21724
Tikakukac
titán
tonermagus
#21720
Tikakukac
titán
válasz
tonermagus
#21720
üzenetére
Ilyenekre 3D nyomtatni otthon nem éri meg. Minőség és ár miatt sem, nomeg idő és szenvedés.
Egyedi dolgokat, vagy valamiért piszok drága dolgokat, amiket könnyen tudsz másolni, na azt igen, mindezt max kicsi szériában.Példa: DEFA beltéri fűtőegységhez egy szutyok konzol 13k és erre jön a posta. 2 óra alatt lemásoltam és megterveztem, majd 5 óra alatt kinyomtattam. Ez mindenképpen megérte, főleg, mert innentől ha el is törik mert valaki lerúgja, akkor fillérekből újranyomtatom.
De egy ilyen 300Ft-os, eleve jó anyagból és minőségben öntött dobozt otthon tutira nem csinálnék.
A fiatalok 50%-a optimistán tekint a jövőre. A másik felének nincs pénze drogokra.
-

azbest
félisten
mechanikailag masszívnak tűnik
A hotend környéként nem látom jól, hogy van-e tárgyhűtés. Az rengeteget számít pla esetén is a pontosságnál. Ha nem hűlik le az anyag, hanem puha marad, az okozhatja az élek lekerekedését és a sarkok csúcsosodását. Persze ez is anyagfüggő, pla-hoz erősen ajánlott a tárgyűtés, míg amondjuk abs-hez meg erősen ellenjavalt.
[ Szerkesztve ]
-
dugesz77
őstag
válasz
 Tikakukac
#21727
üzenetére
Tikakukac
#21727
üzenetére
Én nem tudhatom mire van formázva az az sd esetleg mit raktak rá gyárilag. Én ezt a progit régóta használom raspberry-nél és médiaboxoknál ahol vegyes könyvtárak vannak külön particionálva például CoreELEC vagy LibreELEC rendszereknél van ami a win alól nem is látszódik így formázni is nehéz (beraksz egy ilyen kártyát a win alatt csak 512MB látszódik belőle). Ez a progi legyalul mindet tehát nulláról lehet vele kezdeni.
Ettől függetlenül nem kellene gondot okoznia a win-nek sem egy dobozból kivett új kártya leformázása.[ Szerkesztve ]
-

Gabesz87
addikt
Valakinek van IKEA Lack enclosure-ja? Most nyomtatom a darabokat hozzá, és elgondolkodtam, hogy kéne egy ventilátor szén- és HEPA szűrővel, ami fújja ki belőle a levegőt majd. Igazából ABS-el sosem nyomtatok, és nem is tervezem, eddig csak PLA volt, illetve majd PETG-t fogok, ha végre odáig jutok, de az az igazság, hogy engem baromira irritál így is a PLA (Spectrum fekete) szaga, pláne hogy az ebédlőasztal mellett van a nappaliban, meg van egy 2,5 éves gyerekünk is. SZóval minél előbb el akarom zárni a nyomtatót. Viszont ha be is zárom, nyomtatás végén az ajtót kinyitva nem "dől ki" belőle az összes bennrekedt szag? Jó persze nyilván nem hermetikusan lezárt, szóval közben is elillan belőle a szag, max. nem olyan érezhető mértékben. Szóval nem tudom, kell-e ilyen venti? Ha a szagot is megfogja úgymond a szűrők által, akkor mindenképp szeretnék. EZT és EZT néztem eddig
-
-
#21735
energy4ever
addikt
Tikakukac
#21727
-
#21736
Tikakukac
titán
energy4ever
#21735
Tikakukac
titán
válasz
 energy4ever
#21735
üzenetére
energy4ever
#21735
üzenetére
Ezeket pedig jellemzően telefonok tudják elkövetni, mikor sokat droidoztam és főzött romoztam, na akkor pörgött a formatter. Azóta szerintem 2 havonta 1 alkalom, max.
A fiatalok 50%-a optimistán tekint a jövőre. A másik felének nincs pénze drogokra.
-
#21738
Gabesz87
addikt
Mr.Csizmás
#21737
Gabesz87
addikt
válasz
Mr.Csizmás
#21737
üzenetére
Lehet, de kb. már 1 éve megvettem a lack asztalokat meg a plexiket. Szóval mostmár ez lesz...
-
dugesz77
őstag
Éppen ma készült egy Teaching Tech teszt a dobozolásról. Látványos a különbség de amíg nincs minden érzékeny dolog kihelyezve a dobozon kívülre addig bele sem szabad nagyon vágni . Engem meggyőzött, hogy továbbra se akarjak ABS-el vacakolni mikor ott az ASA és a PETG hasonló tulajdonságokkal.
-
-
Tikakukac
titán
válasz
 berti71
#21743
üzenetére
berti71
#21743
üzenetére
Nyomtatási körülmények tisztázása nem ártana. Nekem most megy 7 órája egy nyomtatás, fél mm-t ha az egyik sarok megemelkedett a brimnél, sokat mondok. 55 fokos asztal nem árt, plusz a dobozban van 38,8 fok jelenleg.
A fiatalok 50%-a optimistán tekint a jövőre. A másik felének nincs pénze drogokra.
-
Tikakukac
titán
válasz
berti71
#21747
üzenetére
A hőmérséklet emelése sem feltétlen jó, én megnézném 50 fokon csak. Ja igen, első körben hőmérőzés. Nekem szigetelés nélkül 15-18 fokot is lazán csalt az asztal, főleg nem volt homogén.
Utána kövi lépés a szintezés. Ha az első 2 réteg nem betonbiztos, utána jönnek a gondok.A fiatalok 50%-a optimistán tekint a jövőre. A másik felének nincs pénze drogokra.
-
#21749
energy4ever
addikt
berti71
#21746
energy4ever
addikt
válasz
berti71
#21746
üzenetére
A nyomtatasi feluletet megkell tisztinani(alkoholos szemuvegtorlo, fektisztito, stb). Ha utana is egy bizonyos sarkon/oldalon hajlik fel a targy, akkor szintezesi problema(vagy eltero futes, de az szinte kizart, hogy olyan merteku).
Maskor kerlek hasznald a "Válasz" gombot, hogy tudjuk kinek/mire irod.
-

imibogyo
veterán
válasz
Tikakukac
#21748
üzenetére
Pont ezt akartam írni én is, hogy először jó lenne tudni, hogy az a 60 fok az tényleg 60 fok-e az üveggel (pláne, ha vastag). Nekem infrás hőmérővel mérve 7-9 fok volt a különbség az üveg felszíne és a beállított hőmérséklet között, vagyis ha 60 fokra lőttem be az ágyat, akkor az a valóságban olyan 51-53 fok volt. Idővel persze valamennyire homogenizálódott és állandósult a felület hőmérséklete, de mindig volt valamekkora különbség a beállított és a valós hőmérséklet között.
Ezután (előtt...) szerintem is minimum újraszintezném az egész gépet, akkor is ha ez nem régen történt meg, valamint kikísérleteznék egy olyan jól működő beállítást, amikor is az első réteget kicsit túlextrudálnám és túlfűteném.
Nekem ez sima Spectrum bézs PLA-val 200/60 fokos nyomtatást jelent 100% flow mellett, úgy hogy az első réteget 205/65 fokon és 105% flow mellett nyomtatom. Mióta így nyomtatok szinte küzdenem kell a nyomatok eltávolításáért, nemhogy ne tapadnának, vagy felválnának.
















 , megfogadom! Egyelőre szilikonspray-t és szilikonzsírt már találtam, csak olajat nem találok, de még nem adtam fel.
, megfogadom! Egyelőre szilikonspray-t és szilikonzsírt már találtam, csak olajat nem találok, de még nem adtam fel.























Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Videoteszt A 3D nyomtatás sikerének alapja
