-

GAMEPOD.hu



Új hozzászólás Aktív témák
-
-

Norbi46
aktív tag
válasz
 zsolti_20
#31802
üzenetére
zsolti_20
#31802
üzenetére
Elvileg lehet! Én még nem próbáltam mondjuk.
1.Megnyitásnál kiválasztod az stl formátumot, opcióknál mértékegység-->mm, alsó 3 kockába pipa-->ok
2. Sablonoknál kiválasztod az ISO alkatrész sablont-->ok (szinkron módba legyen)
3. Van egy olyan fül fent hogy Reverse Engineering-->nyomsz egy optimalizációt rá-->ok-->
Újra hálózod, és végül egy automatikus régiók meghatározást és elvileg mehet vele a meló.Egy próbát megér talán.

-
-
#31807
 laskr99
addikt
excalibur36
#31806
laskr99
addikt
excalibur36
#31806
laskr99
addikt
válasz
 excalibur36
#31806
üzenetére
excalibur36
#31806
üzenetére
Hát azon gondolkodtam, hogy mivel az orbiter 21k volt, rádobom azt a 10k-t és veszek egy eredeti BMG-t, mert akkor már kb az semmi. Bicaj fékkel jártam meg már így, megvettem a 20 ezrest, széthullott, a 34 ezres márkás meg ütöd vágod semmi baja.
-

kagzer
aktív tag
Kiváncsi vagyok a véleményetekre és/vagy szakértelmetekre.
Ender 3 Pro nyomtató, azt vettem észre, hogy bekapcsolás után a szint lentebb van és 4x elindítok a négy sarokba lerakott egy rétegnyi kis 2x2-és négyzet nyomtatást, a 4. tökéletes.
Próbáltam hogy előfűtöm (fél óra, 210/60), akkor a 3. már jó volt, de kellett 3.
Rugók az erősített sárga rugók, üveg asztal.
Hiba ez, vagy örüljek neki, hogy egyébként szépen nyomtat és engedjem el?
SMT beültető gépeknél szoktak dry run-t csinálni, ez is olyan vagy hülyeséget beszélek?
-
#31810
laskr99
addikt
Mr.Csizmás
#31808
laskr99
addikt
válasz
 Mr.Csizmás
#31808
üzenetére
Mr.Csizmás
#31808
üzenetére
De mondtam hogy NEM gyári fejem lesz, mivel beszart a ventim. Satsana lesz rajta ami már magasabb mint a gyári, nem lapos.
-
#31811
 azbest
félisten
excalibur36
#31806
azbest
félisten
excalibur36
#31806
azbest
félisten
válasz
excalibur36
#31806
üzenetére
BMG klón kapcsán múltkor láttam egy kis videót... a feszítő karon némelyik klónnál túl sokat tud csúszkálni oldalra a csapágyon a fogaskerék és ezért néha nehéz lehet befűzni szálat, mert teljesen el tud a pozícióból csúszni. (képek a lejjebb linkelt videóból)
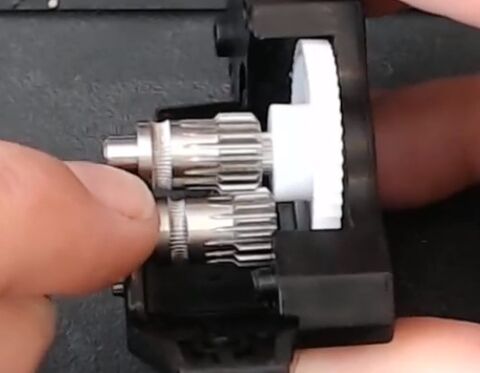
Ptfe cső végéről kis karikát vágva a tengelyére, azzal lehet középre igazítani. Nem feltétlen csak egy 2mm darabbal, mert akkor lehet pont nem esik jó helyre, hanem mindkét oldalra 1-1 mm körüli karikával.
Nekem az utóbbival még jobb lett az egyik klónom. Vannak különbségek a különböző gyártású klónok közt, nem mindnél van ez, nem mindnél egyformák a pozíciók. [link]

Még nem próbáltam vele nyomtatni így, mert egy másik fajta klón van most felszerelve és nem akarom megbontani, mert most a korábbi hullámok nélkül sikerült nyomtatni a zx81 házat
 amíg azt nem fejezem be, addig semmit sem változtatok
amíg azt nem fejezem be, addig semmit sem változtatok
(A hullámosodás megoldására nem tudom a konkrét okot, mert igazi v slotra csere, marlin upgrade és cura upgrade is volt közben, és most másik pla tekercs is lett megkezdve)[ Szerkesztve ]
-
#31812
 excalibur36
senior tag
azbest
#31811
excalibur36
senior tag
azbest
#31811
-
#31814
 Reggie0
félisten
excalibur36
#31812
Reggie0
félisten
excalibur36
#31812
Reggie0
félisten
válasz
excalibur36
#31812
üzenetére
Mondjuk jo dragan adjak, en kb ugyanezt 2ezerbol kinyomtattam
Bar ennyire vekony nem lett.[ Szerkesztve ]
-
-

LógaGéza
addikt
válasz
 Kinblee
#31820
üzenetére
Kinblee
#31820
üzenetére
Miért ne lenne kompatabilis? A termisztor egy ellenállás, aminek változik az értéke a hőmérséklet függvényében, ezt az értéket méri az alaplap. Maximum át kell írnia a firmwareben a típusát a megfelelőre, hogy tudja hogyan kell számolnia.
"Go to work, get married, have some kids, pay your taxes, pay your bills, watch your tv, follow fashion, act normal, obey the law, and repeat after me: I AM FREE"
-

ezozo
tag
Sziasztok,nyomtatás problémába ütköztem,ender3 v2,eddig gembird PLA-val bármit gond nélkül nyomtattam,kb alapbeállításokon.Gondoltam belecsapok az ABS-be,márka ugyan az,fúvóka a gyári 0.4,réteg vastagság 0.2,tárgyasztalra a dobozán 85 fok van írva,fej 230,na ez kb felválik,meg látni hogy nem folynak rendesen össze a rétegek,most 110 az asztal,meg most talán nem válik fel könnyen,de nem úgy ragad oda mint a PLA.A fej most 260 fokra állítottam,most a rétegek talán már összeolvadnak,de még mindig nem az igazi.Meddig szabad ezt felemelni? hogy ne nyírjak ki valamit? mehetek akár 270-280 ig is? válaszokat előre is köszönöm.
[ Szerkesztve ]
LG 50UK6950PLB-POCO X3 Pro 8/256-Ps4 Pro-Ender3 v2
-

Rulez81
tag
válasz
 LógaGéza
#31824
üzenetére
LógaGéza
#31824
üzenetére
Azért is csodálkoztam, mert az oldalon ott írják, hogy komp.
De még este össze is raktam és teljesen jó.
Viszont a termisztor nem elég passzos az nf-crazybe. Kéne valami paszta, vagy ki hogy oldotta meg, hogy ne lógjon és megfelelően átvegye a hotend hőmérsékletét?
Meg egy kérdés. Miért nem csinál semmit a home offset? Gondoltam azzal belövöm, mert kb fél/fél centivel elment az x/y 0 pont. de bármilyen értékre állítva is ugyanoda áll vissza home után mint módosítás nélkül.Köszi!!!
-
Reggie0
félisten
Mar a 260 is sok, 250 felett nrm nyomtatnek enderrel, a PTFE cso nem birja es a teflon bomlasi szarmazekai sem egeszsegesek. Asztal 110-en is sok, ha a gyari asztalt hasznalod, mert a muanyag folia es az uvegszalas epoxi lap mashogy tagul, a ragaszto meglagyul, emiatt maga az asztal is fel fog hajlani, amikor kihul. Uveg asztallal mehet.
Olyan ABS-t kell venni, amit alacsonyabb hofokon is lehet hasznalni.
[ Szerkesztve ]
-
Reggie0
félisten
En Devil Design ASA-t sikerrel nyomtattam vele.
Be kell burkolni a nyomtatot, kulonben mindig fel fog hajlani, illetve erdemes heat tower-t is bekapcsolni a slicerben.Devil Design Smart ABS-t is probaltam, de azzal nem nyomtattam annyit, hogy biztosra merjem mondani
[ Szerkesztve ]
-

Scallion
senior tag
A normál ender 3-al nyomtatok creality üvegre ASA-t nincs beburkolva a nyomtató. Az ABS is menne csak 2cm magaság után van amikor elválik 1 vagy 2 réteg ahhoz tényleg kell burkolat. A hütést le kell cserélni egy olyanra ami körben fujja a levegőt. Én olyat használok amit simán az eredeti helyére csavarozok föl. A venti elég 20%-on a 3 réteg után. Esun ABS+ 240/105. ASA 230/110
[ Szerkesztve ]
-

zsolti_20
senior tag
Sziasztok!
Sajnos még nem találtam megoldást egy viszonylag speciális 3D modellezésre/tervezésre:
[link]
[link]Próbálkoztam Solid Edgeval, Tinkercaddal, Blenderrel, Houdinivel. Már közel 30 órát tettem bele, és ilyen egyszerűen tűnő feladatot nem sikerül megoldani
Közben kiderült, hogy a cura-ban van mold funkció amivel lehet moldot csinálni, de a körülötte lévő körívet sajnos nem sikerült megoldani.
Van valakinek esetleg ötlete, hogy merre lehetne elindulni ezzel kapcsolatban? Én már kifogytam az ötletekből. -

dugesz77
őstag
válasz
zsolti_20
#31832
üzenetére
Lehet nem értem a fő problémádat de én oogoo öntőmintát legegyszerűbben tinkercadben úgy oldottam meg , hogy amikor megterveztem az alakot a kész tervet negatív testre állítottam amit egy nagyobb teljes hasábból kivágtam. A kivágott részt megfelezve kész is a szétszedhető öntőforma.
-
-

DonDennis
senior tag
Sziasztok, olyan kolléga segítséget szeretném kérni, aki ezeket a kicsi mintákat kitudná nekem nyomtatni feketében, majd esetleg vagy személyesen vagy postán eltudná nekem juttatni. (árról privátban megegyezünk)
Nagyon köszönöm a segítséget.
"Why would I sit down? I'm always on my feet." - Dominick Cruz / "I can't read, can't write, can't do math... but I can compete" - Julian Edelman
-

Tikakukac
titán
válasz
zsolti_20
#31840
üzenetére
Nem tekertem bele maxosan, de szerintem ez lesz a te videód. De ez annyira alap dolog, hogy tutira mennie kell más progiban is.
[ Szerkesztve ]
A fiatalok 50%-a optimistán tekint a jövőre. A másik felének nincs pénze drogokra.
-
Rulez81
tag
Hi,
Ezt miért csinálja az Nf-crazy?
Par napja elso proba utan ilyen lett, szetszedtem.kitakaritottam osszetaktam, meghuztam rendesen. Ma próba aztán, megint kinyomja a menet mellett!!! Hogy lehet ezt kiküszöbölni? Rovidebb lenne a nozzle mint a furat? Es nem fekszik fel a vége?
Hogy lehet ezt kiküszöbölni? Rovidebb lenne a nozzle mint a furat? Es nem fekszik fel a vége?

[ Szerkesztve ]
-
azbest
félisten
válasz
Rulez81
#31845
üzenetére
általában a heatbreak és a nozzle találkozik a blokkon belül. Mivel a melegedéskori hőtágulás a rések növekedését okozza, ezért úgy szokták a legtöbb esetben csinálni, hogy a nozzle becsavarása után fél fordulatot visszatekernek, a heatbreaket betekerik ameddig csak megy. Aztán ráhúzzák a nozzlet. Viszont utána melegen is kell még utánhúzás a hőtágulás miatt.
Ezért érdemes venni valami kulcsot, amivel a nozzlet és a blokkot meg lehet fogni forrón is.De olvasd el a tiedhez tartozó útmutatót. Nézz valami videót róla.
Ahogy látom ez a fajta össze van építve a bordával... akkor a melegen utánhúzás marad
[ Szerkesztve ]
-
Rulez81
tag
Más téma.
Találtam egy firmware-t Jyers talán használja más is. Manual 3x3 level-t tettem fel az ender 3 v2-re. Én fordítottam beállítva a termisztort megfelelő értékekre. Csináltam manual levelinget, aztán felvettem egy új mesh levelinget.
Majd próbánál jöttek a bajok:
Cura:
- semmit sem tudok nyomtatni, az elére beállitott anyagokra előfűt, de a curából nyomtatottaknál a hotend 0-án marad, mintha 0 lenne beállitva a curában, ha előfűtök, akkor sem nyomtat hanem kis várakozás után "mintha betöltene valamit, végig fut egy csik, mint bootoláskor. És befejezi.Prusa:
- még érdekesebb, a 210°c-re állitott fila, miután betöltöm a filet lemegy 150-re???
természetesen itt is ujraindul, mint a curában, szóval nem nyomtat.
Ezt akkor ics csinálja, ha az M420 S1 nincs benne a start gcodban.pár napja, mikor a stock marlinba irtam át a termisztor értékeit, semmi ilyen gond nem volt. Szuperül nyomtatott.
De gondoltam, ez a manual leveling jól jön, plusz a több féle preset és kényelmes.
Valaki tapasztalt ilyet, ha igen mi volt a gond?
Köszi!




















 amíg azt nem fejezem be, addig semmit sem változtatok
amíg azt nem fejezem be, addig semmit sem változtatok 















 Nem tudtam, hogy ezzel is megoldható. Tudnál linkelni pár videót légyszíves? Akkor neki állnék ennek is.
Nem tudtam, hogy ezzel is megoldható. Tudnál linkelni pár videót légyszíves? Akkor neki állnék ennek is. 



 Hogy lehet ezt kiküszöbölni? Rovidebb lenne a nozzle mint a furat? Es nem fekszik fel a vége?
Hogy lehet ezt kiküszöbölni? Rovidebb lenne a nozzle mint a furat? Es nem fekszik fel a vége?

Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Videoteszt A 3D nyomtatás sikerének alapja
