Új hozzászólás Aktív témák
-
Sziasztok,
Aki most vágna bele (IT-s fejjel) ebbe az egész PLC témába azzal a konkrét céllal, hogy PLC programozónak álljon valamelyik ipari cégnél hol merre érdemes hozzáfognia, tanulnia?
A cégeknél ahogy néztem (illetve amiknél jó lenne elhelyezkedni) leginkább Siemens Simatic rendszerek vannak.Előképzettségként villamos ipar melyik ágát kellene ismerni, illetve milyen gyakorló starter kit-et érdemes beszerezni ilyen cél tekintetében?
-

Tomika86
senior tag
Szia!
Lehet hülye kérdésem lesz az FB58 blokkal kapcsolatban, de:
Kimeneteknél:
- LMN: %-ban
- Impulzus kimenet, a megadott periodus idővel, és a kitöltési tényező változik ahogy az LMN is %-osan
- PV kimenet: %ban a bemeneti PV jel???
Bemeneteknél:
-SP: egy hőmérséklet szabályozónál az alapjel (ezt adom meg mondjuk az operátor panelen, hőfokként)???
-PV_IN: PT100-as rákötve egy analóg bemenetre, és annak az értéke átalakítva REAL típusra???
-PV_PER: PT100-as rákötve egy analóg bemenetre, és direktben feldolgozza hőmérsékletként???Teljesen mindegy hogy hőmérsékletről, vagy fordulatszámról, vagy levegőnyomás szabályozásról van szó?
Tehát ha SP-ben 125,0 Celsiust adok meg, akkor ha a PT100-as a PV-PER bemeneten van akkor addig szabályozza az impulzus kimenettel a fűtőtestet, amíg el nem éri a PT100-as a 125,0 Celsius fokot?
Tehát az SP és a PV teljesen mindegy milyen mértékegység?Jól gondolom?
Köszi!
-

Szirty
őstag
"Tehát az SP és a PV teljesen mindegy milyen mértékegység?"
Tulajdonképpen mindegy, de nagyon fontos hogy egyforma dimenziónak kell lenniük.
Célszerű azonban normalizálni az értékeket pl. %-ra mert beavatkozó értékként az eredeti mértékegység nem mindig értelmezhető.
Ez bármilyen mérés (nyomás, hőmérséklet, vagy bármi) esetén a méréstartomány százaléka lesz. Így már egyformán kezelhető és a PID beavatkozó értéke is % lesz.Ha a PID-nek közvetlenül egy analóg bemenet értékét adod meg (akár a PIW periféria címet) akkor a PV_PER és PVPER_ON segít a normalizálásban.
Ha folyamatos szabályzót használnál, akkor a kimeneten a beavatkozó jelet közvetlen analóg kimenet számára az LMN_PER kimeneten kapnád megfelelő paraméterezéssel.
-
Tomika86
senior tag
A periféria bemenetet hogyan alakítja át %osra? Mi alapján veszi a maximumot? Vagy mit jelent a 100%?
Ha teszem fel a PV_IN bemenetre hőmérsékletre alakított értéket adok, akkor az SPre is hőmérséklet értéket írok, ez így működne nem? A pulzus generátor kimenettel pedig a PLC 1 digitális kimenetét kapcsolgatnám, amin a szilárdtest relé van es az kapcsolgatja a fűtőszálat.
Ez ebben a formában működne?
-
Szirty
őstag
válasz
 Tomika86
#7508
üzenetére
Tomika86
#7508
üzenetére
Szia!
Alapvetően ez a szabályzó hőmérséklet szabályzásra való, így célszerűen C és F fokkal dolgozik ha hőmérő bemenetet használsz.De ez is állítható hogy melyik legyen.
A periféria konverzióra akkor van szükség ha a mérést távadó valósítja meg és nem hőmérő bemenet.Nem tudok most mélyebben belefolyni, de erről maga a Step7 is telepít doksit a gépre, amit alap esetben a start menüben megtalálsz.
A PDF neve: S7tmpcob.pdfa "Process Value Options (PVPER_ON)", "Process Value Format Conversion CRP_IN (PER_MODE)" valamint "Process Value Normalization PV_NORM (PF_FAC, PV_OFFS)" c. részeknél nézz szét.
-

spkkill
tag
Szia!
Ha érvényesülni szeretnél a munkaerőpiacon ,akkor mindenképp ajánlott az ipari elektronikák és technológiák ismerete. PLC-sként sokszor be kell bizonyítanod ,hogy a hiba nem nálad van,mindenre rá tudják fogni,hogy PLC probléma.Ebből kiindulva alapvető szinten nem árt ha van egy kis rálátásod a pneumatikus és hidraulikus rendszerekre is. Gyakorlásra manapság egy S7-1500 starter kit a legaktuálisabb. A tudásod fogja érdekelni a leendő munkaadód,nem pedig a papírjaid.
-

KLR
csendes tag
Sziasztok.
WinCC flex projekt migrálási problémával küzdök.
Egy régebbi gép projektjét szeretném migrálni WinCC flex 2008 SP5-re vagy TIA V13-ba. Az eredeti projekt WinCC flex 2007-ben készült, OP77A a kijelző. Mivel nagy a generációs és verzióbéli különbség, az SQL Server miatt a projekt direkt nem migrálható. Először migrálni kell 2008 SP2 / SP3 az eredetit, majd azt be lehet olvasni az 2008 - SP5-be.
Virtuális gépre telepítettem XP-t meg meg WinCC flex 2008 SP2, projekt beolvasva minden gond nélkül. Nincs hibajelzés, működik a szimuláció is. Az új példányt átmásoltam és megpróbáltam megnyitni Win10 x64 alatt WinCC flex 2008-ban, de beolvasás közben ezt a hibát kapom:"Error : Final conversion steps failed. Save has been disabled by WinCC flexible. Please contact technical support. System.InvalidOperationException: The culture name 'sr-SP-Latn' is invalid. It cannot be mapped!
at Siemens.Simatic.Hmi.Utah.Common.Services.CultureMappingService.MapCultureName(String cultureToMap)
at Siemens.Simatic.Hmi.Utah.Text.BaseText.Siemens.Simatic.Hmi.Utah.Text.ITextRepair.Repair(ICultureMappingService mappingService)
at Siemens.Simatic.Hmi.Utah.Common.Services.CultureMappingService.MapCultureTables(IContext context, Type type)
at Siemens.Simatic.Hmi.Utah.Text.RepairTexts.Repair(IContext context, Boolean wasConverted, IList conversionInfo, IList openInfo)
at Siemens.Simatic.Hmi.Utah.Database.DatabaseItem.HandleProjectOpened_RepairServices(Object sender, HmiObjectEventArgs args)"A belvasás után nem láthatóak a képernyők, majdnem az ősszes opció a menükben szürke és nem lehet menteni se. Az eredeti projektben három nyelv van: angol/német/szerb.
Szeretnék segítsséget kérni. Van-e valakinek megoldása?
-
Tomika86
senior tag
Sziasztok!
Egyenlőre csak elméleti síkon kérdeznék.
Van egy vákuumszivattyú ami danfoss frekvenciaváltóval ellátott, plc analóg kimenet állítja a fordulatszámát.
4-20mA-es mérőóra van egy 1m3-es tartályon.
Hogyan lehet kivitelezni a vákuum megfelelő értéken tartását?Egy egyszerű PID szabályozó megfelelő lenne?
Köszönöm
[ Szerkesztve ]
-

And
veterán
válasz
Tomika86
#7517
üzenetére
Megfelelő kivitel esetén maga a Danfoss-frekvenciaváltó is képes megoldani ezt a feladatot. Ha rendelkezik belső PI(-D) szabályozóval és szabad analóg bemenetekkel (0-10V / 4-20mA) az alap- és ellenőrző jelekhez, akkor nem szükséges hozzá külső vezérlő vagy szabályozó egység.
-
Tomika86
senior tag
Nem tudom még a frekvenciaváltó pontos típusát. Illetve hibaüzeneteket is meg kell jelenítenem a plcvel( Unitronics Jazz HMIvel egybeépített plc)
Esetleg valami példaprogram vagy leírás található valahol hogy mire kell ügyelni a megvalósításnál. Vagy mit nem szabad csinálni😀
-
KLR
csendes tag
válasz
Tomika86
#7522
üzenetére
Szia. Az összes Danfoss frekiváltóban van PI/PID szabályzó, meg legalább két analóg bemenet.
Több lehetőséged van:
- 4-20 mA visszacsatolás a frekiváltóra, belső PID és belső megadott érték. Jazz indít/leállít az előfeltételek/periféria alapján.
- 4-20 mA visszacsatolás a frekiváltóra, belső PID, Jazz küldi a megadott értéket és indít/leállít az előfeltételek/periféria alapján.
- 4-20 mA visszacsatolás Jazz-re, az egész aplikáció Jazz-ben, frekiváltó csak végrehajtó szervként vezérelve 0-10 V jellel.Az első verzió elemegy Jazz nélkül is, ha nem szükséges külső feltételek lekezelése, szelepek vezérlése, stb.
Második esetben Jazz-en keresztül változtathatod a megadott értéket (előfeltételek alapján, távvezérlés, stb)
A harmadik eset lehetőséget ad a megadott érték mellett a PI/PID szabályzó paraméterek változtatására is magán a Jazz-en vagy távolról (pl. GPRS). -

mcwizard
tag
válasz
 mcwizard
#7344
üzenetére
mcwizard
#7344
üzenetére
Sziasztok!
Az időszinkronizálós problémámra sikerült megtalálni a megfelelő beállítást. Gondoltam leírom, hogy megmaradjon az utókornak. A CP kártyában kell az időszervert beállítani, de a CPU ugyanezen beállítási ablakában be kell pipálni egy checkbox-ot: KÉP
A következő fórumbejegyzés vezetett rá a dologra: LINK
Őszintén szólva én eddig úgy gondoltam, hogy ha ezt a checkbox-ot bepipálom, akkor a CPU a saját idejét állítja be a többi eszköznek és a HELP sem győzött meg ennek ellenkezőjéről...
Na mindegy, mindig tanul valamit az ember.
Kellemes ünnepeket mindenkinek!
[ Szerkesztve ]
-
#7528
 Fortitude444
csendes újonc
Fortitude444
csendes újonc
Fortitude444
csendes újonc
Sziasztok!
Most telepíteném wincc flexible 2008-at számítógépemre (win7(virtuális), 64bit), de csak a 32bites telepítője van meg..
Szednem kell le egy 32bites oprendszert, vagy ez a verzió megvan 64bitesben is? esetleg valaki egy megbízható letőltőlinket tudna dobni?

-
Tomika86
senior tag
Sziasztok!
Kezd összeállni a kép a vákuumszivattyúval kapcsolatban.
Amit tudok:
- 2db 11kw-os vízgyűrűs vákuumszivattyú Danfoss frekvenciavaltóval. Alapjel 4-20mA, tényleges fordulatszám 4-20mA
- 1m3 puffertartály, rajta nyomásmérő 4-20mAUnitronics V130 plc bővítő modullal.
A feladat hogy a puffertartályban mindig legyen megfelelő értékű vákuum, amit távolabb használnak el.
A Pid szabályozást félretenném, és a következőt gondoltam:- A nyomásmérő óra analóg jelét "mbar" értékre alakítanám
- A frekvenciaváltókhoz tartozó analóg kimenetet %os értékben használnám a programban, tehát 0%-0Hz 100%-50Hz
- Nyomás határokat képeznék
Ha -900mbar vagy ennel nagyobb y vákuum akkor a szivattyú 0% és Állj parancs
Ha -800-900mbar akkor 20%
Ha -600-800mbar akkor 25%
Ha -400-600mbar akkor 50%
Ha -200-400mbar akkor 75%
Ha 0-200mbar akkor 100%A második vákuumszivattyú pedig kapcsoljon be ha a vákuum értéke több mint 2percig 0-400mbar között van.
Az értékek nem fixek, csak az érdekelne hogy ez igy működőképes-e a valóságban?
Persze ezen felül még sokminden van a programban.
Köszönöm
-
Tomika86
senior tag
Jelen üzemünkben egy másik vákuumszivattyúnk működik. 2db 4kW-os motorral.
Ezt figyelve nem sokat megy, elég hamar megvan a vákuum és leáll a szivattyú.Az új üzemben ahol a 2db 11kW-os motor lesz, szerintem nem lesz gond vele.
Külső hűtőköre lesz jeges vízzel a vákuum szivattyúnak. A motor frekvenciát pedig nem viszem le annyira hogy ne legyen hűtése. Amiket írtam értékek, nem fixek. (Akár a plc kijelzőjén módosíthatóvá is tehetem ezeket az értékeket)Az elvre lennék kíváncsi, hogy működik-e így, illetve milyen buktatói vannak?
Természetes nem írtam, de van elég sok biztonsági rész is még. Motorokban termisztor, 2db hőmérő, frekvenciaváltók OK jel. Ezeket mind figyelembe venném még.
Köszönöm!
-
Szirty
őstag
válasz
Tomika86
#7531
üzenetére
Szia!
Működhet.
A buktató az hogy lépcsőzetes ingadozás lesz a nyomás értékben. Hogy ez gond vagy nem, azt a technológia dönti el.
A másik buktató hogy nehezebb lesz megírni a programot rá, mert figyelned kell hogy a határérték sávok ne kerüljenek egymással átfedésbe és ne legyen közöttük lefedetlen rés.
A beállítása is körülményes lesz a sok megadható érték miatt.Ha már úgy is fokozatmentes a beavatkozó jel és a mérés, ésszerűbb lenne talán egy arányos szabályzást csinálni (P).
Ehhez nem kell feltétlen a beépített PID-et használni, egyszerűen kivonod egymásból a beállított (tartani kívánt) nyomást és a mért nyomást, azt megszorzod egy értékkel (amit célszerű állíthatóvá tenni (gain)) az eredményt meg küldheted az analóg kimenetre. Legfeljebb kell még egy korlát hogy ne menjen 0 alá és 100 fölé. -
Tomika86
senior tag
Helló
Ha a P szabályozóval oldanám meg a feladatot, tehát Mért érték-Alapjel és ezt szorzom az erősítéssel.
Ha a kijelzőre kiteszem az alapjelet és a tartálynyomást akkor mit kell tennem ha a vákuum maximumon van és kisebb alapjelet állítok be ? Ekkor negatív lesz a kimenet, ezt hogy szűrőm ki? Figyelem az értékét és 0nál vagy alatta a kimenetre 0át adok ezekben az esetekben?
Köszi
-

molntomi
csendes tag
Sziasztok!
Szinte biztos, hogy volt már kérdés amit leírok, de egyszerűen már nincs több ötletem, néztem a siemens fórumát már, más fórumokat, jelenleg is a SIMATIC HMI Device TP 177A, TP 177B, OP 177B (WinCC flexible) Operating Instructions doksiját bújom, keresve a megoldást, de próbát teszek hátha van ötlet a problémámra.
Kérdés:
Adott egy TP177A 6" kijelző, transferelni szeretnék rá, de egyszerűen nem találja a PG az eszközt.
Kapcsolat a PLC-vel:
MPI kábellel kapcsolódnék hozzá, próbáltam már MPI/PROFIBUS/Auto beállítást is a Set PG/PC Interfacen, egyszerűen semmi.
A HMI-n a transfer beállításoknál MPI van beállítva, 1 address, Enable Channel 2. (De itt is végigpróbáltam minden variációt).
Transfer elindítva a HMI-n, de semmi sem történik, elindítva a jelszó felülírása után kilép és panaszkodik, hogy nem találja az eszközt.
Erre a kijelzőre régebben még sikerült transferelnem (kb. 1 éve).
Valami ötlet valakinek? Vagy egy leírás?
Előre is köszönöm. -
Szirty
őstag
válasz
 molntomi
#7540
üzenetére
molntomi
#7540
üzenetére
Nincs esélyed hogy kapcsolatba kerülj a HMI-vel ha az profibuszon van te meg MPI-n próbálkozol (nem csak beállítást tekintve, hanem fizikailag IS).
"Köszönöm a választ, de mint írtam,"
Nem írtál arról hogy mi mivel hogyan van összekötve.
Annyit lehet látni, hogy profibus DP profil van beállítva, ennek ellenére MPI kábelt próbálsz és MPI van a HMI-n beállítva. -
Szirty
őstag
válasz
molntomi
#7542
üzenetére
Sajnálom, azt hiszem nem tudok segíteni.
Vagy MPI, vagy DP amellett hogy egy interfész tudja ezt is meg azt is, beállítás kérdése hogy vagy csak MPI vagy csak DP. De utána szigorúan csak az egyik. Esetleg én értek félre valamit...
A képet sajnos nem tudom értelmezni (félre ne érts, ez csak annyit tesz hogy nem tudom mit ábrázol). -

regenyid
tag
válasz
molntomi
#7542
üzenetére
Szia,
Szirtynek igaza van.
Először is határozd meg a PLC interfészt, hogy MPI vagy DP-t szeretnél használni, majd eszerint állítsd be a HMI kommunikációt is, majd ezt követően a "Set PG/PC interface"-en belül állítsd át a PG adatperét annak megfelelően amit megadtál a PLC és a HMI esetében.. Ha ez megtörtént, monitorozz rá a BUS-ra az "Accassible Device" ikonnal, és ott már látni fogod hogy mit lát a PG-d a Profibus-on vagy épp az MPI-on.www.rdelectronic.hu
-
molntomi
csendes tag
Sziasztok,
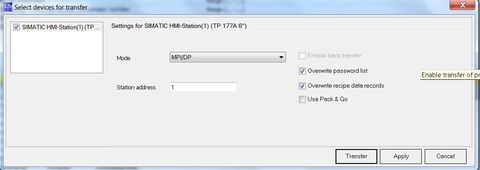
Végül sikerült összehozni, pár mondatba és képbe összefoglalva ami engem összezavart.
Kijelzőn a Transfer settings-nél csak MPI-t lehet beállítani, hiába Profibus-on kommunikál, ez az ami összezavart, hogy most még is melyik kommunikációt használja.
(elnézést a képminőségéért)
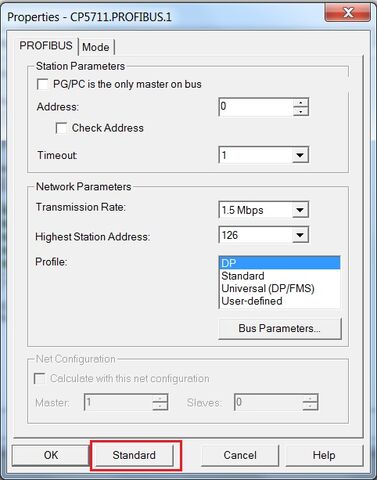
Hiába is próbálkoztam mindennel, a Set PG/PC interfésznél a Properties-be a kommunikáció elvolt állítva (nem tudom miért). Standard-re állítva már transferelhettem is a Projectet, ezt eddig nem állítottam, itt volt az ideje belenézni.
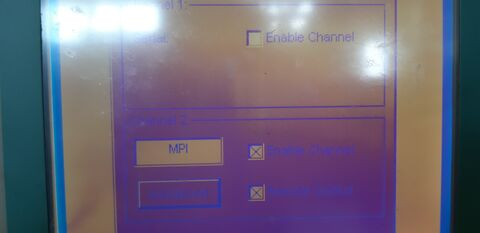
"A képet sajnos nem tudom értelmezni (félre ne érts, ez csak annyit tesz hogy nem tudom mit ábrázol)."
A kép a Siemens PG hátulján lévő csatlakozási módokat jelöli, itt az MPI/DP egybe van.Köszönöm a segítségeket!
[ Szerkesztve ]
-
Szirty
őstag
válasz
molntomi
#7545
üzenetére
Szia!
Örülök hogy sikerült!
"...itt az MPI/DP egybe van."
Azért van egyben, mert az interfész tudja az MPI-t és a profibus DP-t i. De egyszerre csak az egyiket (amelyiket beállítod neki).
Ugyanígy (és ugyanezért) pl. az S7-300 CPU 315-2 DP PLC-n is a bal oldali interfész tud MPI-t és DP-t is. De ha DP-re van beállítva akkor azon MPI kommunikáció nem fog menni és viszont (már eleve eltérő adatsebesség az alapértelmezés a kettőnél). -

xonqreak
újonc
Sziasztok,
Látva a világ exponenciális fejlődését el kell indulnom egy új irányba, úgy döntöttem meg szeretném tanulni szabadidőmben a PLC programozást, azonban szükségem lenne olyan leírásokra, tudásanyagokra amelyekből biztos alapokra lehet szert tenni.
Olvasva a korábbi hozzászólásokat találtam forrást, de érdekelne a véleményetek, és a segítségeteket szeretném kérni.
Mit ajánlotok a teljesen kezdőknek, miként érdemes elindulni a PLC programozás rögös útján?
A forrás: PLC PROGRAMOZÁS AZ IEC 1131-3 SZABVÁNY SZERINT
A segítségetek köszönöm!
Az okos emberek megoldják a problémákat, a zsenik pedig megelőzik őket. (Albert Einstein)
-

tajberOne
csendes tag
Sziasztok!
Lehet, hogy off bocsi, de az előttem szólóval egybevág! Az elmúlt időszakban komolyan megérett bennem, hogy PLC programozással
gépipari automatizálássalszeretnék foglalkozni!
Találtam is Gödöllőn (SZIE) képzést, ami ezt oktatná, A Festo berkein belüligaz nem occsó!
[link]
[link]Nekem gépészmérnöki végzettségem van ugyan, de megéri erre a képzésre ekkora önköltséget bevállalni, tudnám a megszerzett tudást hasznosítani, illetve építkezni rá, a leírás szerint igényes lehet a képzés?
Válaszotokat köszi előre is


[ Szerkesztve ]






































Új hozzászólás Aktív témák
- Politika
- EAFC 24
- Autós topik
- Redmi Note 13 Pro 5G - nem százas, kétszázas!
- Filmvilág
- ubyegon2: Airfryer XL XXL forrólevegős sütő gyakorlati tanácsok, ötletek, receptek
- A Play Áruházban is fellelhető a legjobb Samsung segédalkalmazás
- Kerékpárosok, bringások ide!
- Luck Dragon: Asszociációs játék. :)
- Alapértelmezett konfiguráción sok Core CPU-nak lehet stabilitási gondja
- További aktív témák...

Állásajánlatok

Cég: Promenade Publishing House Kft.
Város: Budapest

Cég: Ozeki Kft.
Város: Debrecen