Hirdetés
- StarCraft hírek: Készülhet egy új játék, miközben Game Pass-be tart a széria
- Unknown 9: Awakening - Amit a játékról tudni érdemes
- Jövő hónapban Xbox-on is kipróbálható lesz a Fragpunk
- Újabb kedvcsinálón a The Last of Us TV sorozat második szezonja
- Újabb játékmenet videót kapott a Dragon Quest III: HD-2D Remake
- Path of Exile (ARPG)
- StarCraft hírek: Készülhet egy új játék, miközben Game Pass-be tart a széria
- Unknown 9: Awakening - Amit a játékról tudni érdemes
- WoW avagy World of Warcraft -=MMORPG=-
- War Thunder - MMO Combat Game
- Stellar Blade
- PlayStation 5
- Cyberpunk 2077
- Fortnite - Battle Royale & Save the World (PC, XO, PS4, Switch, Mobil)
- Overwatch 2
-

GAMEPOD.hu
Bambu Lab X1 és P1P egy nagy innovációt tett le az asztalra 2022 ben ezzel megzavarva a 3D nyomtatók körüli állóvízet szerencsére!

Új hozzászólás Aktív témák
-

fabula
őstag
-
fabula
őstag
válasz
 rodman73
#8233
üzenetére
rodman73
#8233
üzenetére
Érdekes, mert az érzékelőket nem igazán érdekli a filament gyártója
 .
.
Én sok Sunlu filamentet elhasználtam már az AMS-ben és nem volt semmi hiba velük.
Amúgy is ha külső tekercsről sem megy, akkor az extruderben lévő filamemt érzékelővel lehet gond nem az AMS-el.
Ezzel az extruder érzékelővel már többeknek meggyűlt a baja és a csere segített. Esetleg nézd meg, hogy ennek az érzékelőnek a csatlakozója nincs-e kilazulva, illetve óvatosan csipesszel húzd ki és dugd vissza, de vigyázni kell vele, mert a szalagkábele könnyen törik.
A felső kisebbik piros négyszög mutatja a csatlakozóját.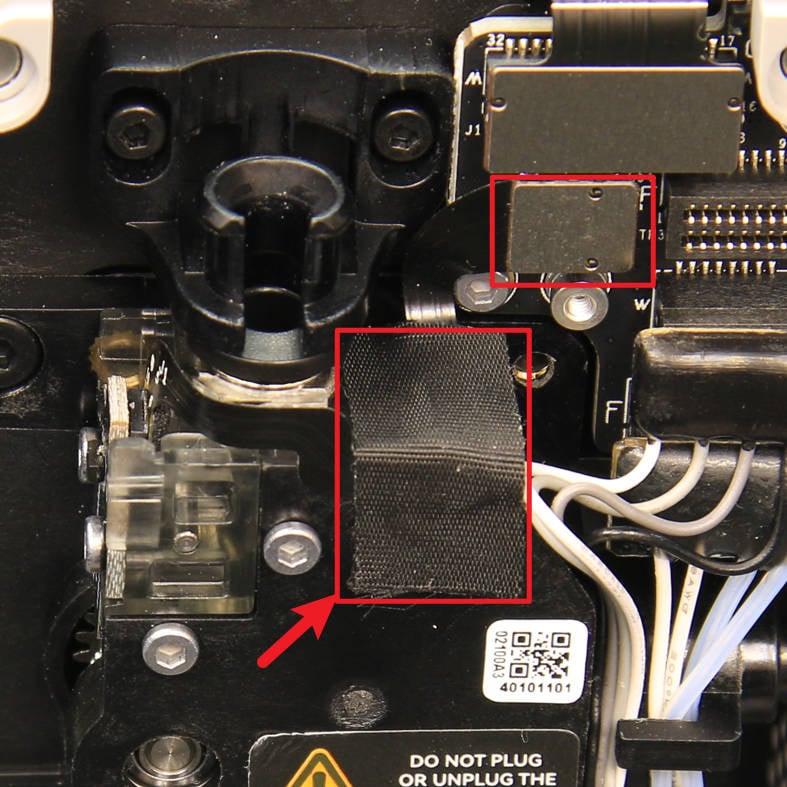
-
fabula
őstag
válasz
rodman73
#8246
üzenetére
Talnán le kellne modellezni egy CAD szoftverben (Onshape, Fusion 360) és akkor jó lesz
 .
.
Nem tudom mivel szkenneltétek, de ahhoz, hogy jó és méretpontos modellt kapj, elég drága szkennerek kellenek és még azokkal is trükközni kell a bonyolultabb alkatrészeknél. Sajnos csodák nincsenek.
Ha a Meshmixer nem tudta kijavítani, akkor a BS sem tudja, mert az meg a Windows beépített 3D Builder programját használja a háló javítására. -
#8252
fabula
őstag
2thletme2day
#8251
fabula
őstag
válasz
 2thletme2day
#8251
üzenetére
2thletme2day
#8251
üzenetére
Ha sok a hiba, nem tudja javítani, mint írtam a Windows 3D Builder programját hasznája a hálójavításra a Bambu Studio vagy Orca. Nem ez a legjobb eszköz, ha sok a hiba és nagyok a hiányosságok a hálóban.
-
fabula
őstag
Ezt próbáltátok már [link] ? Én kinyomtattam ABS-ből és fel is raktam a csatlakozókhoz, sokkal könnyebb hotendet cserélni és nem lehet mellé dugni ezeket a Bambu által alkalmazott dugókat. Mondjuk nem értem, miér pont ezeket vlasztották a P1-ekben, de hát ehhez kell alkalmazkodnunk
 .
. -
fabula
őstag
válasz
 TomMusic
#8271
üzenetére
TomMusic
#8271
üzenetére
Világítás, Bambu wiki [link] . Az AP panel, amihez a LED és a kamera kapcsolódik, az előlapon, a kijelző mögött van, egy öntapadós fekete szalaggal van leragasztva, annak a szemből jobb oldali részsén kell egy kicsit elemelni a takarószalagot és ott csatlakozik a kamra világítás LED-je. A Bambu wiwki [link] 3. pontjában a képen a jobb alsó szélén látgható a LED kéteres piros-fekete vezetéke a csatlakozóval, először ezt próbáld megigazítani.
A PETG-t hiába tartottad vákumos zacskóban, a másfél év alatt szívhatott fel nedvességet vagy előtte is, mielőtt levákumoztad. A PETG erősen higroszkópos anyag.
Én nyomtatás előtt a PETG-t mindig szárítom (szintén vákumos zacskóban tartom) kb. 4-6 órán át filamentszárítóban, mivel a nedvesség sok hibát tud okozni (erős szálazás, csúnya blobos felület, rossz rétagtapadás, stb.)
Ha régen használtam, akkor akár 8-10 órát is szárítom felhasználás előtt.
A Bambu Genereic PETG profil kiindulásnak jó, de vedd figyelembe amit #8270w580 hsz-ben írt.
Amúgy a nyomtatási sebességet legegyszerűbben a filament profilban lehet csökkenteni globálisan a Max. volumetrikus sebesség csökkentésével, lásd ezt a leírást: [link] .[ Szerkesztve ]
-
fabula
őstag
válasz
TomMusic
#8281
üzenetére
Pl. Sunlu PETG itt: [link] .
Attól hogy újonan veszed, még egyáltalán nem biztos, hogy teljesen száraz, voltak már vizesek újonan bontottak is. Nem tudhatod, hol és mennyi ideig tárolták, mielőtt lefóliázták.
Én az újonan bontott PETG tekercset is szárítom nyomtatás előtt, mert jobb a békesség .
.[ Szerkesztve ]
-
fabula
őstag
válasz
TomMusic
#8283
üzenetére
Én Sunlu S2-t használok, akciósan sikerült megvennem. Ez nekem bevált, egyszerre csak egy tekercset lehet benne szárfítani.
A Sunlu S4 most a menő, abban egyszerre 4 tekercset is tudsz szárítani - ugye ennyi megy egyszerre egy AMS-be -, de nekem, mivel hobbista szinten nyomtatok, eddig elég volt az egytekercses S2 is.
Vannak még 2 tekercses szárítók is, mint pl. a Fixdry DOUBLE-NT1, vagy
nagyon jónak tartják az EIBOS filament szárítókat is, pl. két tekercses az EIBOS Polyphemust, ami szárítás közben lassan forgatja is a filament tekercseket.
Van még egy csomó más típus is, amiket én tapasztalatból nem ismerek.[ Szerkesztve ]
-
fabula
őstag
válasz
TomMusic
#8294
üzenetére
Én kikapcsolom, amikor nem nyomtatok, jobb a békesség
.
Amúgy egy idő után csak a kijelző világítását kapcsolja le (ez lehet a 15 perc, de még nem mértemle ), más szerintem nem megy alvó módba, hiszen ha nem nyomtatsz, akkor nem mennek sem a fűtések, sem a ventik. Mondjuk a gyári kamravilágítást felkapcsolja a nyomtatás kezdetekor, de a végén nem kapcsolja le.
Amúgy most jött meg egy pár wifi-s konnektor, abból akarok beüzemelni egyet a nyomtatóhoz, hogy távolról is kikapcsolható legyen.[ Szerkesztve ]
-
-
fabula
őstag
válasz
TomMusic
#8305
üzenetére
A Bambu nyomtatókba nem úgy kell betölteni a filamentet, mint az Enderbe.
Csak betolod az extruderig, majd Load és utána magától felfűt és utána behúzza a szálat.
Ha mégsem, akkor nem tetted be az extruderig, ha meg nem tudod kihúzni, akkor benne van az extruderben és az fogja, azért nem tudod kézzel benyomni vagy kihúzni.
A kijelzőn adagolj ki az extruderrel valamennyi szálat, ne kézzel próbáld áttolni.
Ez egy nagyon jó nyomtató, csak hát másképp kell kezelni, ezért nem árt a megvásárlása előtt tájékozódni alaposabban.
Az AMS pl. mindezt automatikusan megcsinálja, neked csak az AMS-be kell betenned a filamnet tekercset. Teljes más érzés, szárazabb és tisztább .[ Szerkesztve ]
-
fabula
őstag
válasz
TomMusic
#8307
üzenetére
AMS nélküli kézi filament betöltésnél segít, ha a szálat betolod az extruderig (akadásig), majd Load és amíg felfűt és el nem kezd nyomni az extruder, addig egy kicsit kézzel tolod a filametet finoman, hogy az extruder fogaskerekei biztosan elkapják a szál végét.
Ha az extruder elkezdi húzni a szálat, onnan már automatikus a fejtisztítás, azaz "kakilás", nem kell tovább nyomni.
Ha ez megvan, küldheted rá a nyomtatást.Az az egy csatlakozó hiba ne ingasson meg, ez egy nagyon jó nyomtató, de emberek szerelik össze tömeggyártásban, és egy csatlakozó nem pontos benyomása majd esetleg szállítás közbeni kirázódása nem azt jelenti, hogy a nyomtató alapvetően hibás.
Tudom, kellemetlen, ha pont veled történik meg, de ilyen az élet, nem lehet mindig szerencsénk
.[ Szerkesztve ]
-
fabula
őstag
-
fabula
őstag
válasz
rodman73
#8318
üzenetére
Váza lesz az és váza módban is nyomtatták, ami azt jelenti, hogy biztos nem lesz vízálló, hacsak nem vonod be belülről műgyantával (amúly PLA-ból több rétegben nyomtatva sem lesz biztosan vízálló). Én ilyeneket váza módban 0,4-es fúvókával 0,8-as vonalszélességgel nyomtatom, mert úgy erősebb lesz.
Én ezt találtam a leghasonlóbb modellnek: [link] .
Egyébként meg a Makerlab-ban van vázakészítő is: [link] , abban megpróbálhatod elkészíteni.[ Szerkesztve ]
-
fabula
őstag
Ez a hotend által elérhető max vol speed miatt van. Nagyobb átmérőjű fúvókánál egységnyi idő alatt nagyobb mennyiségű izzószálat kellene megolvasztania nagyobb sebességhez, illetve mivel ez nem megy, nagyon le kellene lassítani a nyomtatási sebességet. Ezért vannak csak 0,8-ig gyári hotendek.
[ Szerkesztve ]
-
fabula
őstag
válasz
 H2o-pok
#8335
üzenetére
H2o-pok
#8335
üzenetére
Az Orcaban csinálj egy Anyagáramlás (flow kalibrálás) és egy Nyomáselőretolás (PA) tesztet.
Az anygáramáls tesztből én az 1-eset nem szoktam megcsinálni, hanem a filament tulajdonságainál az anyagáramlás értékét 1-re állítom és ezután csak a 2. tesztet futtatom le, majd az alapján számolom ki az anyagáramlás új értékét.
A Nyomáselőretolás (PA) tesztnél pedig az Ellis féle mintát használom, azaz a teszt indításakor felufró ablakban a módszernél a PA-minta opciót választom ki. -
fabula
őstag
válasz
H2o-pok
#8337
üzenetére
Mondom az Orca szeletelő programot tedd fel és abban kalibrálj. Ezeket a kalibrációkat a nem a nyomtatón érdemes csinálni.
Egyébként az A1-nek van valamilyen filament áramlás érzékelője a hotendben, ami automatikusan beállítja a megfelelő anyagáramlást, ezért lehet, azt neked nem kell megcsinálni, de erre majd az A1 tulajok írnak neked valamit.
Az, hogy a gyárilag előreszeletelt Benchy milyen lett, nem mérvadó, mert a demóhoz szeletelték nagy sebességgel.
A tárgyhűtő ventilátor sebességét anyagtól függően kell beállítani a filament profilban, PLA esetében az első 1-2 réteg 0, a több réteg 100%, mert a PLA-nak kell az erős hűtés.[ Szerkesztve ]
-
fabula
őstag
Igaz, de ez egy Sunlu Silk PLA és a silkeknél alacsonyabb hőmérsékletet javasol a Bambu is. A demó sebességre szeletelt Benchy meg a gyári Bambu PLA-ra van szeletelve kihegyezett beállításokkal, tehát ha más, főleg silk PLA-val nyomtatod, nem is lehet sokkal szebb. Amúgy a hátsó ablak tetejénél tipikusan alacsony tárgyhűtésre utal a torzulás.
-
fabula
őstag
válasz
H2o-pok
#8342
üzenetére
210 C az már kevés a Bambuknak a sebesség miatt, inkább 220-230 C között célszerű PLA nyomtatásra használni. de a silkekre nekem a 215 C is szép lett, tényleg nem csak fényes, hanem selymes felületet adott, mondjuk én Eryone silkekkel nyomtattam.
Arra kell törekedni, hogy végig egyforma sebességgel nyomtasson, hogy ne változzon a fényessége a silknek, mert az nagyon látszik a felületén.[ Szerkesztve ]
-
fabula
őstag
válasz
H2o-pok
#8344
üzenetére
Nem az számít, hogy leveszed 50-re 100-ról, hanem az, hogy a szeletelőben nézd meg, hogy a rétegeket a tárgyon milyen sebességgel nyomtatja, eltérő színnel látod.
Pl. nekem ennél a tárgynál a külső rétegek egységesen sárga színűek, tehát mind azonos sebességgel lett nyomtatva (csak a támaszték késült más sebességgel), tehát úgy célszerű beállítani a sebességet, de inkább a Max.vol. sebességet a filament profilban, hogy lehetőleg egyszínű sebességű külsőt kapj, vagy ne nagyon eltérő sebességűeket.
Ez főleg összetett tárgyaknál jön ki legjobban a Silk filamenttel, de más filamenteknél is okozhat mattabb vagy fényesebb rétegeket a sebességeltérés, csak nem annyira látszik. -
fabula
őstag
-
fabula
őstag
válasz
H2o-pok
#8352
üzenetére
Kapcsold be a szeletelőben a Minőség fül alatt a vasalást a felső felületekre és akkor szép sima lesz, másképp nem, bár ahogy nézem, még a PA kalibráció sem jó, amiatt is durvább a felület.
Kalibráltad és veállítottad már erre a filamentre a FR és PA érrtékeket? A Bambunál a PA érték azonos a K értékkel a filament beállítása alatt, az Orca-ban be lehet írni a kalibrált értéket.[ Szerkesztve ]
-
fabula
őstag
válasz
H2o-pok
#8354
üzenetére
Öreg hiba, mert előbb az anyagáramlást, azaz a flow kalibrációt kell lefuttatni, és csak utána a PA kalibrációt. Ne is csodálkozz, ha nem szép a felső réteg, a szebb felülethez ez a két kalibráció az alap. A többit csak akkor futtatom le, ha ezek után is van probléma a filamenttel, pl. szálaz, pedig meg lett szárítva alaposan.
-
fabula
őstag
Nekem nincs A1-em, de mindkettővel, tehát a Minivel is lehet TPU-t nyomtatni, csak lassítani kell 30-50 mm/s közé és nem kell tárgyhűtés, sőt asztalfűtés is kevesebb, 30-45 C kell. Én amúgy nem közvetlen a sebességet állítom, hanem a Max. vol. speedet veszem le a filament profilban 3-4 mm3/s-re TPU-nál, ez felel meg 30-50 mm/s-nek. A visszahúzás sebességét is érdemes levenni 10mm/s-re és esetleg kicsit növelni a visszahúzás mértékét, de midenképp 1 mm alatt kell maradjon. Nekem a P1P-n így működik.
A TPU keménysége sem mindegy, a keményebb shore 90A és 95A TPU-kat künyebb nyomtatni, a puhábbakat 80A és alatta nehezebb, vagy nem is lehet szépen kinyomtatni.
Az ABS már keményebb dió az A1-eknek, ugyan is ahhoz zárt ház kell az állandó hőmérséklet miatt, egyébként vetemedni fog, illetve rétegelválások lesznek. Talán kisebb darabokat huzatpajzzsal meg lehet próbálni nyomtatni, de nagy dolgokra nem alkalmas. A huzatpajzs egy a tárgy köré nyomtatott 1 fal vastagságú henger, amit a tárggyal együtt nyomtat és a lehető legközelebb van hozzá.
Magát az A1 nyomtatókat tilos bedobozolni, mivel az elektronika hűtése akkor nem lesz megoldott és túlmelegedik.[ Szerkesztve ]
-
fabula
őstag
Köszi a részletes infókat
 .
.
A VFA egyébként minden core XY nyomtatón megjelenik, a Voronon is. Önmagában a sima idler pulley-k fogazottra cserélése sem oldja meg a Bambun, csak csökkenti kissé a jelenséget alacsonyabb sebességen.
Azt viszont már több 3D nyomtatással fogalalkozó youtubber elmondta, hogy a VFA a sebsség növelésével csökken, tehát ebben nincs semmi meglepő.
Ezért jobbak ebből a szempontból a gyorsabb nyomtatók és a nagyobb Max vol speeddel nyomtatható filamentek együtt. -
fabula
őstag
Helyesen fogalmaztál, te nem szoktad (pedig kell)
. Az, hogy te nem veszed észre a PETG vizesedését, még nem jelent semmit.
Röviden: A PETG vesz fel vizet a levegő páratartalmából és amikor a hotendben felmelegszik, akkor apró mikrobuborékok (gőz) keletkeznek benne, amelyek szétszakítják a hoszzú polimerláncokat rövidekre, így gyengítik a kinyomtatott anyagot. Ezt nem biztos, hogy látod, de szélsőséges esetben még látni is lehet a nyomtatvány felületén meg az extrém szálazásban.
Nyilván a műanyagokkal foglalkozó szakemberek meg csak úgy mobdanak ilyeneket, hogy melyik típusú műanyag (esetünkben a PETG filament) mennyire higroszkópos és miért célszerű szárítani.
Nézd meg a Filanorás riportot a youtubon és ajánlom figyelmedbe Igor anyagismereti, anygatulajdonságokról, illetve filament szárítókről szóló videóit. Gondolom azért ők talán picivel jobban értenek ehhez, ezért én inkább nekik hiszek .[ Szerkesztve ]
-
fabula
őstag
Milyen S2-esed van? Két verzió létezik a régebbiben nem volt ventilátor, az újabb típusban már van. Az egyetlen hibája szerintem, hogy nem forgatja a tekercset, ilyet az Eibos szárítója tud, ami két tekercses és sokkal drágább.
Amúgy az S2-be lehet szilikagél tartót nyomtatni pl. ezt [link] , az is segít a gyorsabb szárításban, abba meg újrafelhasználható narancssárga szilikagét érdemes tenni (mivel a kék mérgező). A tartót minimum ABS-ből, vagy ASA-ból kell nyomtatni, hogy bírja a 70 C-t.[ Szerkesztve ]
-
-
fabula
őstag
Sehogy, mert nem jelölték semmilyen módon a változtatást. Annyit tudunk, hogy a 2023 eleje óta gyártott S2-őkben már van ventilátor, tehát nagy valószínűséggel ventilátor nélkülit már sehol sem forgalmaznak.
Eddig aki 2023 második felében vagy idén vett és írt ide a fórumra róla, mindben volt ventilátor.
Ja és a szín nem számít, csak a gyártási idő.
Ha megveszed hallani fogod, ahogyan halkan (van akinek érzékenyebb a füle és szerinte hangosabban) zúg benne a ventilátor.
Sajnos ennél többet nem tudok segíteni .
.[ Szerkesztve ]
-
fabula
őstag
Teszteltem ezeket a fúvókákat, egyenlőre nem koptató anyaggal, de nekem többször is eldugultak, ezért váltottam a betét nélküli verzióra. Nekem is kétségeim vannak a két jelentősen eltérő tulajdonságú anyag párosítása miatt.
Most jött meg a 0,4-es nikkelezett réz CHT nozzle (nem koptató anyagokhoz vettem), azokat még nem próbáltam, de a látott tesztek alapján ezek a nem koptató HS filamentekkel jobban működnek. Majd meglátom és íroka, ha kipróbáltam.
Az Alis V2 hotenddel próbálgatom mindet, amelyen a hotend ventilátor, a fűtés és a thermisztor gyári. -
fabula
őstag
Nekem a V2 Alis van és már többféle nozzleval használtam, de eddig mindegyikkel működött és szintez is precízen. Már hónapok óta használom és cserélgetem a nozzle-kat. Amit írtál igaz, a HS rézbetétes CHT nozzle semmit sem ér szerintem sem, nem is használom egyiket sem.
Nem igazán értem, hogy nálad miért nem működik. Hiába nagyobb (gondolom hosszabb) 1 tizeddel, mivel a szintezésnél az számít, hogy mikor nyomja meg az asztalt, mivel a nyomásérzékelők akkor érzékelnek, amikor hozzáér az asztalhoz, tehát legfeljebb feljebb szintez 1 tizeddel. Legalább is ez következik a működési elvéből.
A Panda Revo jó lenne, csak drága meg ugye nincs hozzá HS, csak réz nozzle (legalább is eddig én még nem láttam). Esetleg meg lehet venni hiozzá az eredeti Revo nozzlekat HS-ben de azok is drágák (már ha használhatók a Panda-val).[ Szerkesztve ]
-





 .
. .
.
 .
.
 .
.
 . Köszi
. Köszi 





 .
. .
.

 .
.

Új hozzászólás Aktív témák

Állásajánlatok

Cég: Ozeki Kft
Város: Debrecen

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest